
窄间隙等离子弧-MIG复合焊的焊接原理如图5-30所示。等离子弧-MIG焊枪伸入窄间隙坡口内,焊接时等离子弧和MIG电弧都进行摆动。由于等离子弧的摆动,对窄间隙坡口侧壁进行了良好的加热;摆动的MIG电弧熔化焊丝和母材,与等离子弧作用于同一个熔池,可以完成单层单道焊,使焊接效率大幅度提高,焊缝无气孔、夹杂等缺陷。
与现有窄间隙埋弧焊、窄间隙熔化极气体保护焊相比,等离子弧-MIG电弧复合焊能够成功地进行窄间隙焊接,最重要的突破是该技术具有高效坡口侧壁加热技术。窄间隙等离子弧-MIG电弧复合焊在等离子弧-MIG复合焊的基础上,在等离子弧焊枪内增加了交变磁场。等离子弧在沿焊接方向移动的同时,以一个稳定频率左右偏摆,如图5-30b所示。等离子弧摆动的作用是在焊接方向形成熔池的同时,加热窄间隙坡口的两个侧壁,以保证坡口侧壁的熔合。MIG焊丝熔化金属与坡口侧壁可在良好的冶金环境下熔合,形成质量优良的焊缝。在摆动等离子弧的作用下,MIG焊的熔敷速度和熔敷量都大于常规的摆动MIG窄间隙焊接工艺。
该方法的主要优点是,焊缝均匀一致性好,焊缝质量和焊接速度优于其他窄间隙焊接技术;窄间隙等离子弧-MIG电弧复合焊接技术不仅具有接近窄间隙钨极氩弧焊的质量,而且具有比窄间隙MIG焊(NG-GMAW)更高的焊接效率,焊接速度可提高1倍以上。与窄间隙埋弧焊相比,能量消耗大幅度降低、没有清渣工序,操作更为简单、质量更为可靠。
窄间隙等离子弧-MIG复合焊焊接电源的参数为等离子弧电流500A,MIG电流750A;窄间隙等离子弧-MIG复合焊的焊枪为一体化等离子弧-MIG焊枪,枪体要求水冷,绝缘性要好。
窄间隙等离子弧-MIG复合焊适于50~300mm厚度钢板的窄间隙焊接,采用I形坡口,坡口间隙一般为20mm。(www.daowen.com)
窄间隙等离子弧-MIG复合焊技术,可用于焊接易氧化的有色金属及其合金、不锈钢、高温合金、钛及钛合金以及难熔的活性金属,如钼、铌、锆等,尤其在超高强度钢超厚板(厚度300mm)焊接方面,例如,在高强度钢管道焊接领域(如X100管线钢)和高强度钢工程机械制造领域,窄间隙等离子弧-MIG复合焊可以达到埋弧焊(SAW)、MIG/MAG无法完成的焊缝质量,焊接效率远远高于TIG焊工艺。在高强度钢汽车薄板(厚度0.7mm)焊接领域,窄间隙等离子弧-MIG复合焊比激光和激光电弧复合、CMT等现有工艺更稳定;接头具有良好的韧性,焊缝金属中的氢含量很低。
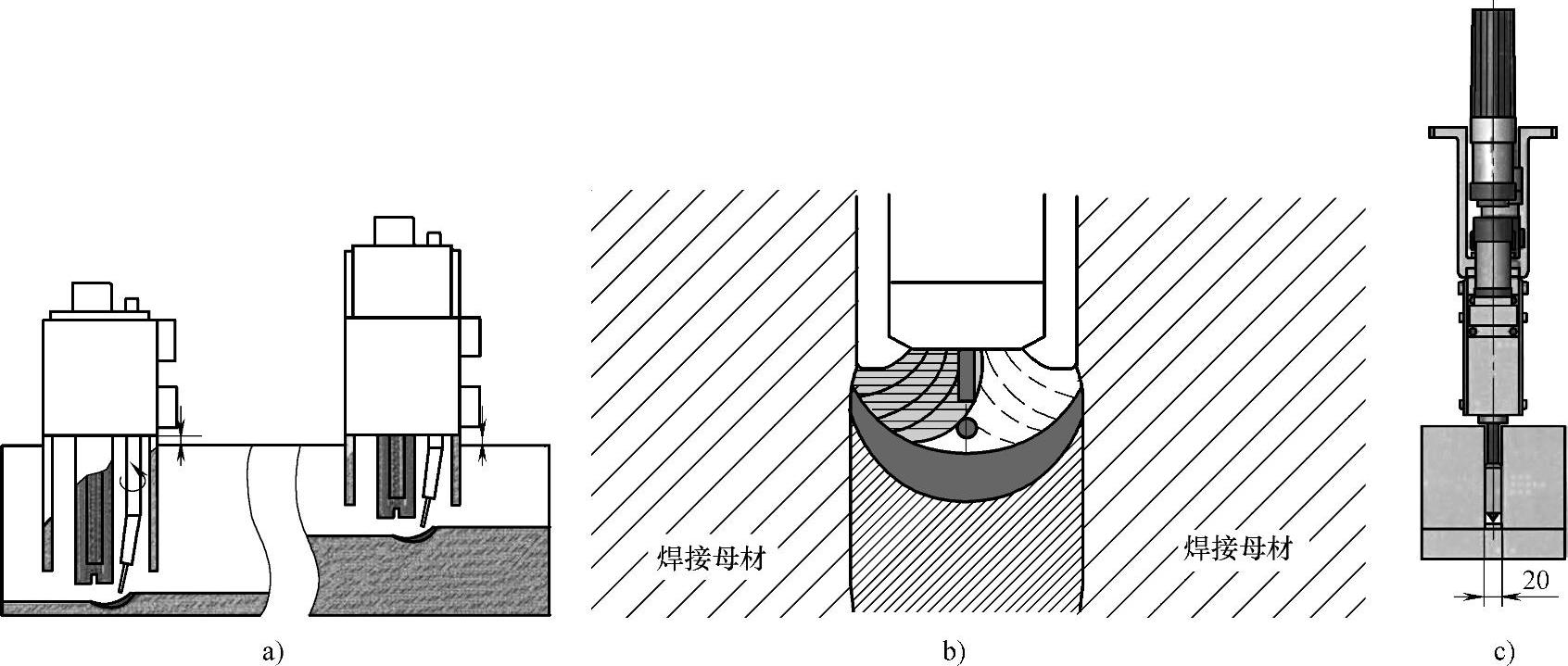
图5-30 窄间隙等离子弧-MIG复合焊的焊接原理
a)一体化窄间隙等离子弧-MIG复合焊的焊接过程 b)摆动的等离子弧对坡口侧壁加热 c)一体化等离子弧-MIG焊枪在窄间隙坡口内
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






