【摘要】:如前所述,等离子弧-MIG焊常采用直流反接进行焊接,当等离子弧焊接电流较大时,钨极烧损严重。与MIG焊相比,变形减少85%,焊接速度提高1倍以上,焊件厚度为4mm,I形坡口,间隙为零,焊接速度2.5m/min,焊缝无缺陷。图5-28 旁轴式等离子弧-MIG焊焊枪结构及焊接状态图5-29 铝及铝合金的变极性等离子弧-MIG焊
如前所述,等离子弧-MIG焊常采用直流反接进行焊接,当等离子弧焊接电流较大时,钨极烧损严重。如采用变极性电源,负极性半波时间很短,只要满足清除氧化膜即可,正极性电弧在加热焊件的同时,形成一定的电弧力集中于熔池中心,充分利用等离子弧所具有的能量密度高、挺直性好和高的弧焰流速特性,在焊接过程中实现穿透型焊接,从而大大减少钨极的烧损。
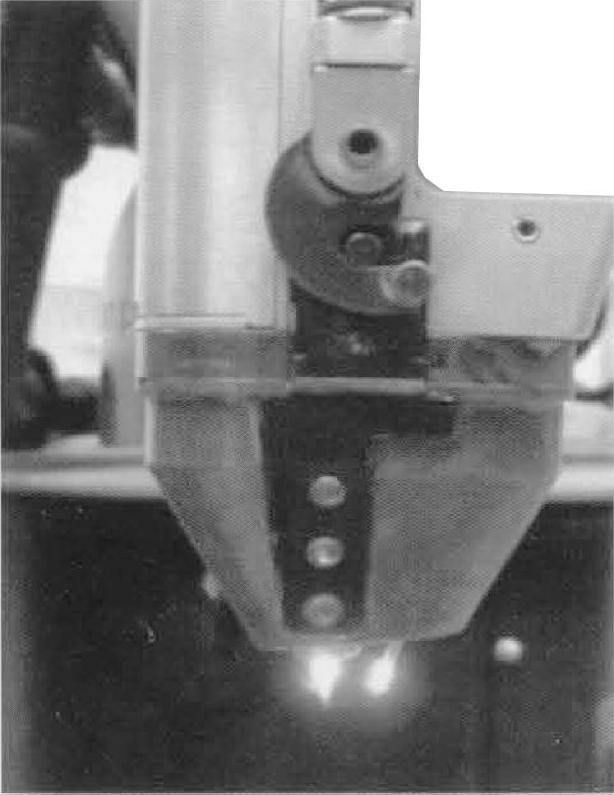
等离子弧-MIG焊使用变极性电源,采用一体化的等离子弧-MIG复合焊枪如图5-28所示,成功地焊接了铝及铝合金,如图5-29所示。在焊件装配精度不高的情况下,实现了大熔深、低飞溅、小变形、高效率的焊接。与MIG焊相比,变形减少85%,焊接速度提高1倍以上,焊件厚度为4mm,I形坡口,间隙为零,焊接速度2.5m/min,焊缝无缺陷。焊接6mm厚的铝合金焊接速度为0.8m/min,焊缝无氧化物夹渣,焊缝质量高。
该方法可有效去除氧化膜,保护效果好,电弧热量高度集中,显著增大焊接熔深,对焊件装配质量要求不严格,焊接质量优良;减少焊接热输入,变形小,飞溅少;焊接速度比MIG焊快2~3倍;适合焊接自动化;焊接厚大铝合金不需在MIG焊保护气体中加入He来增加电弧的热量。焊接材料消耗少,具有经济、高效、生产率高等优点。该系统已用于轨道交通铝合金车身的焊接。
 (www.daowen.com)
(www.daowen.com)
图5-28 旁轴式等离子弧-MIG焊焊枪结构及焊接状态
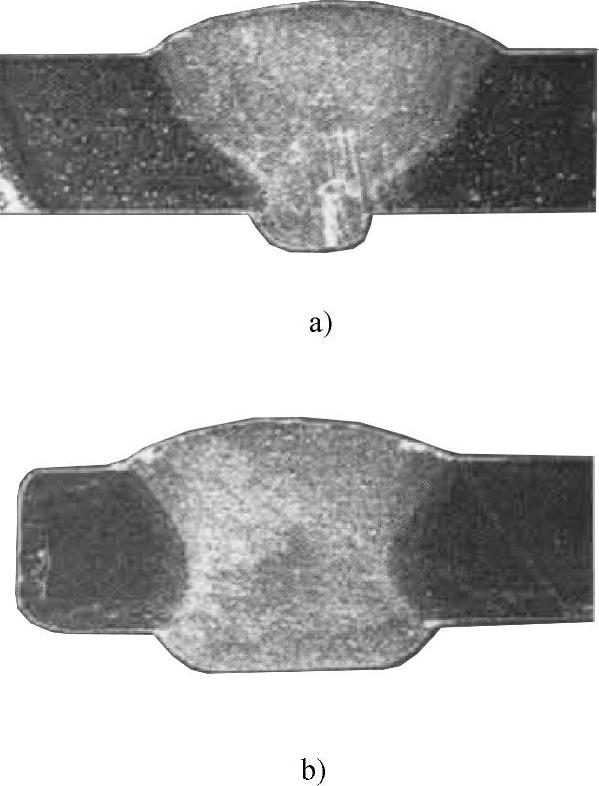
图5-29 铝及铝合金的变极性等离子弧-MIG焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






