活性等离子弧焊是采用活性化焊剂进行等离子弧焊的一种工艺方法。活性化焊剂在增加焊接熔深、提高焊接效率方面有明显效果。活性化焊剂已成功用于TIG焊,而等离子弧焊具有能量集中、穿透力强、焊接速度快、焊接变形小、接头强度高、可以不开坡口、单面焊双面成形、对裂纹敏感性低等特点,广泛地用于不锈钢、钛合金、铝合金和高温合金等材料的焊接。但对于中厚焊件的焊接就需要增大电流,这样会导致熔宽增大,而熔深却增加得很少。将活性化焊剂应用到等离子弧焊过程中,可获得以上两者共同的优点。
活性等离子弧焊用活性剂的主要成分为TiO2、Cr2O3、ZrO2和CaF2等。使用时首先将活性剂粉末用丙酮调和成溶液,然后用扁平毛刷均匀地将其涂敷在焊件表面上,在涂敷过程中尽可能地保证涂敷的均匀性。
图5-12为在无活性剂和有活性剂下焊得的焊缝横截面图,有活性剂的焊缝熔宽比无活性剂的焊缝熔宽减小,有活性剂的背面焊缝宽度比无活性剂的背面焊缝宽度增大。
有活性剂的焊缝熔宽减小,是由于添加活性剂后温度分布集中所造成的;有活性剂的焊缝背面熔宽增大是由于添加活性剂后电弧收缩、电弧穿透力增强所造成的。
图5-13a为不添加活性剂等离子弧焊温度场,图5-13b为同样条件添加活性剂等离子弧焊温度场,从图可见,与普通等离子弧焊电弧相比,活性剂等离子弧焊电弧的温度分布比较紧密,外形较窄,分布范围较集中,电弧中心区温度较高,电弧径向梯度较大。普通等离子弧焊接电弧温度场宽,温度分布较分散,电弧径向的温度梯度较小。但这两种焊接电弧温度场的本质特征无明显区别,沿焊接电弧中心线,温度场均对称分布;在电弧径向上温度梯度相等,其等温线为一系列同心圆。添加活性剂后的等离子弧焊接电弧温度分布曲线下的面积并不改变,即添加活性剂后的等离子弧焊接电弧的总能量不变,说明添加活性剂并不增加等离子弧焊接电弧的总能量,只是改变了等离子弧焊接电弧的热量分布。在其他焊接条件不变而活性剂的涂敷量增加时,等离子弧的温度分布更加集中,中心区域的温度升高,焊接电弧径向温度梯度增大。在活性剂涂敷量一定时,其他焊接条件不变,改变焊接电流,当活性剂等离子弧焊接电流增大时,焊接电弧的温度升高,焊接电弧的温度梯度增大;同时焊接电流的增大使活性剂的作用更明显,但焊接电弧温度分布的特征不变。
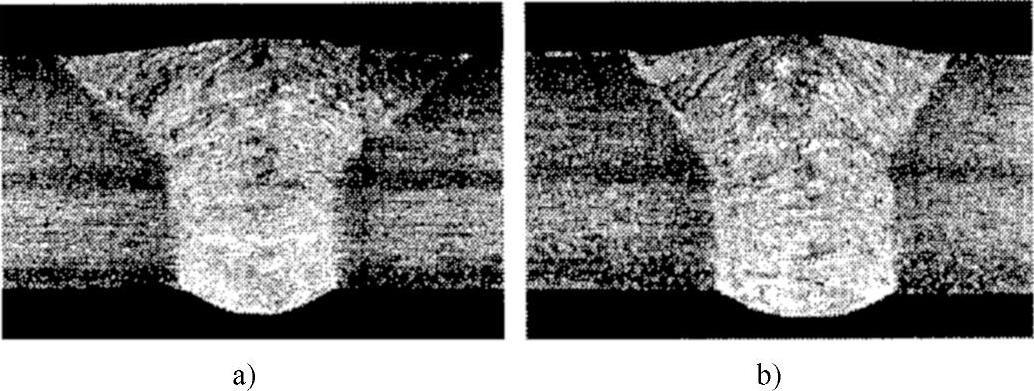
图5-12 焊缝横截面形貌(https://www.daowen.com)
a)无活性剂 b)有活性剂
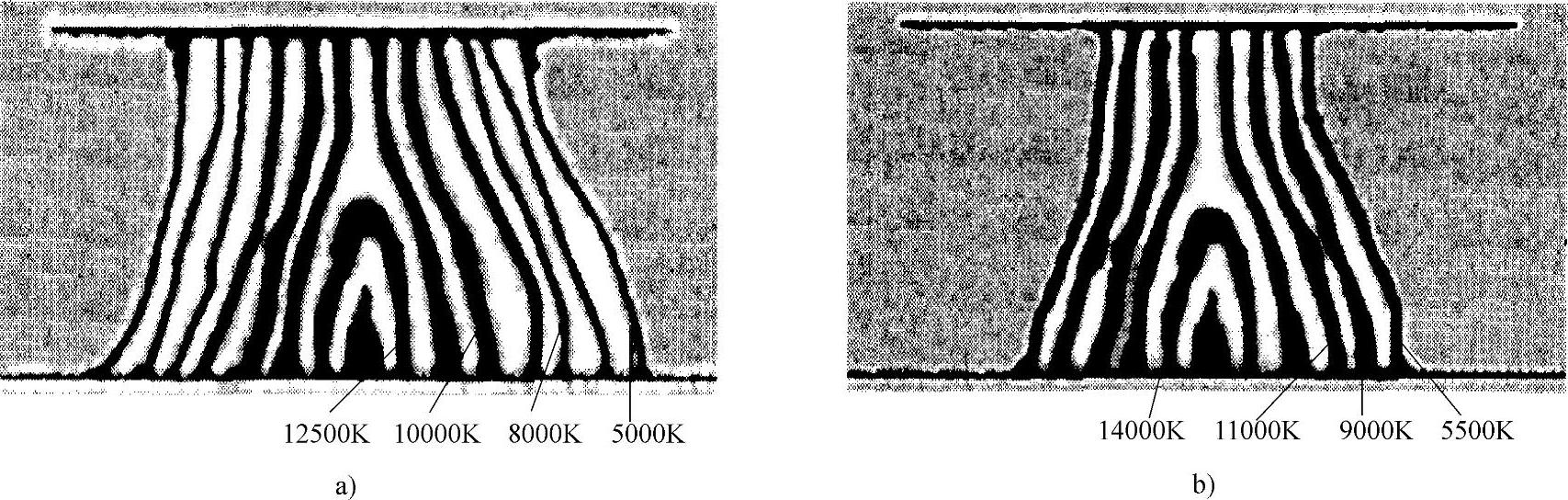
图5-13 不添加活性剂和添加活性剂的等离子弧
a)不添加活性剂 b)添加活性剂
添加活性剂后电弧形态也发生了明显的变化,电弧中心变亮,电弧收缩加大,电弧穿透力增强。
在其他条件不变的情况下,随着活性剂的添加,电弧电压升高。导致电弧电压增加的原因,是由于活性剂分解后的金属原子比Ar原子容易电离,电子数量增加;另外加入活性剂后,由于电弧力更集中,导致弧柱实际导电面积相对缩小,弧柱阻抗增大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







