
变极性等离子弧平焊时,可焊板厚范围小,从而在一定程度上限制了变极性等离子弧焊在生产中的应用。而变极性穿孔型等离子弧立焊工艺(Variable Polarity PlasmaArc Welding,VPPAW),除了具有等离子弧平焊的特点之外,还具有工艺稳定性好、焊接质量高、一次可焊板厚大等优点,同时又具阴极清理的作用。而且,变极性穿孔型等离子弧立焊焊接接头采用I形坡口,大大缩短了焊前准备时间,焊缝中气孔和夹杂物少、焊接变形小、成本低,被称为“零缺陷”焊接方法,是一种高效焊接方法,尤其适用于密闭容器和小直径管等背面难于施焊的结构件。但是变极性等离子弧立焊工艺工装复杂,对工装及其控制的精度要求非常高,焊接过程稳定性差,焊接参数匹配区间窄,焊接参数的合理匹配是保证穿孔过程和焊缝成形稳定的一个重要前提条件。
变极性穿孔型等离子弧立焊根据焊接时焊枪或焊件移动,具有两种立焊方式,一种是焊枪移动式变极性穿孔型等离子弧立焊;另一种是焊件移动式变极性穿孔型等离子弧立焊。根据填丝的数量,又可分为变极性等离子弧单填丝立焊和变极性等离子弧双填丝立焊。
1.焊枪移动式变极性穿孔型等离子弧立焊
焊枪移动式变极性穿孔型等离子弧立焊采用垂直立向上焊接,用先凝固的焊缝托住熔池。等离子弧束直接穿透焊件,形成一个穿透焊件厚度方向的小孔。随着小孔在垂直方向上的移动,熔融金属沿小孔孔壁流淌形成焊缝。中等厚度的铝合金在不开坡口、不需背面强制成形的条件下,可实现单面焊双面成形。变极性穿孔型等离子弧立焊时,熔池中的熔融金属向下流淌扩大了熔池液态金属的表面积,有利于杂质和气体的逸出,使焊缝气孔率极低。
焊枪移动式变极性等离子弧立焊焊接系统示意图如图5-3所示。
变极性等离子弧焊主弧电源结构的工作原理如图5-4所示。焊接电源最大输出电流400A,交流频率1~100Hz,正(负)半波通电时间比0~100%,正向脉冲频率1~1000Hz,正向脉冲占空比0~100%。主弧电源采用双逆变方案和IGBT大功率元件,获得了400A稳定的焊接电流输出。通过稳弧电路保证电源在100A以下焊接时电弧的稳定性。通过控制电路进行调制,产生出焊接所需波形。控制电路同时控制二次逆变器正反向交替导通,实现变极性控制。采用晶体管直流电源作为维弧电源,输出电流5~35A,采用高压引弧方法,避免高频引弧对控制电路和计算机系统的干扰。维弧电源具有高压引弧的防护,减弱、吸收和消除高压的作用。
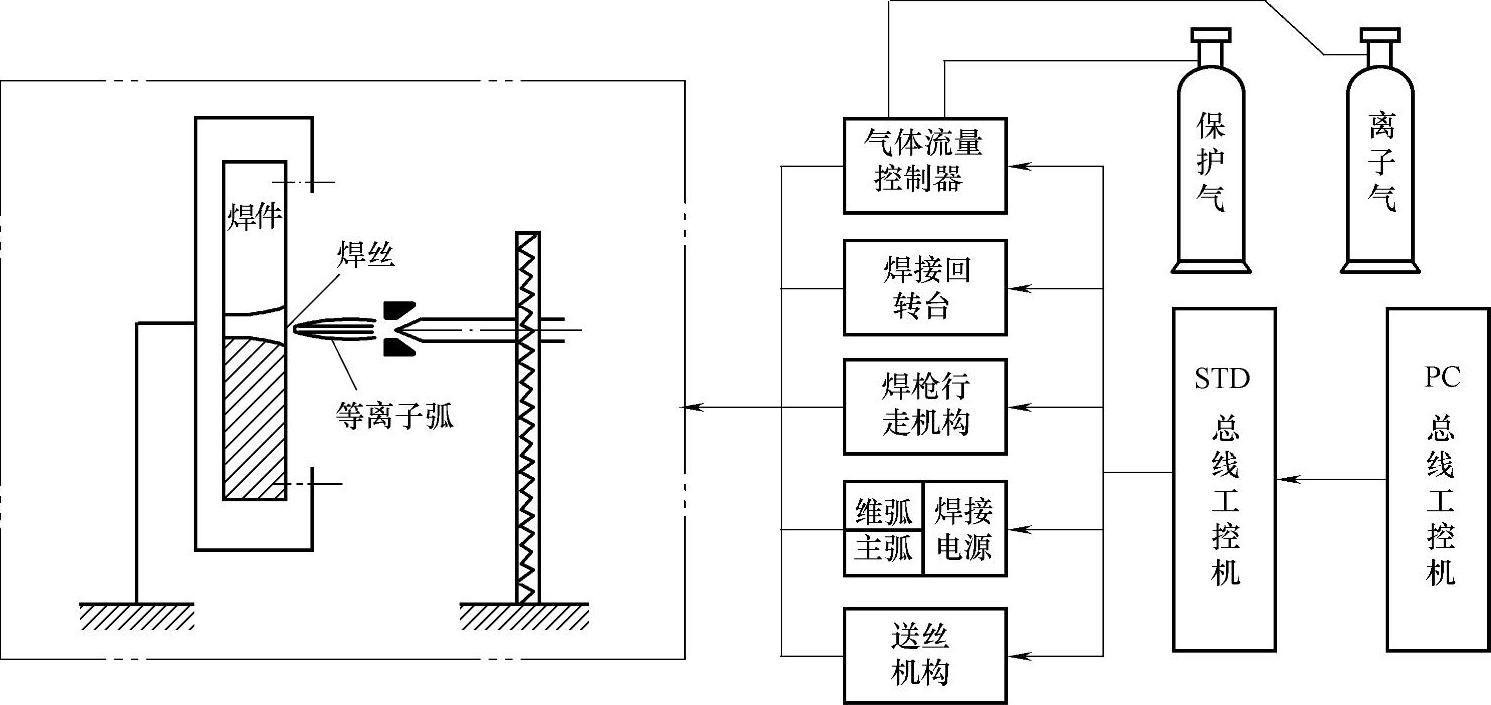
图5-3 变极性等离子弧立焊焊接系统示意图
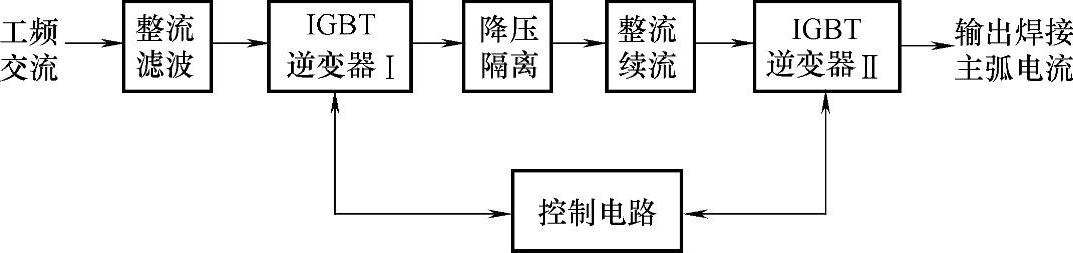
图5-4 变极性等离子弧焊主弧电源结构的工作原理
电源系统还包括:焊枪行走和机头调整机构、送丝机构、气体流量控制器和焊接回转台等几个部分。等离子焊枪通过行走机构上的夹紧装置固定在行走支架上,其上还固定有焊丝盘及送丝机构,焊枪连同送丝机构可实现三个方向的移动。焊枪行走机构采用三相异步电动机驱动并配变频调速器及控制器,行程为0~1000mm。送丝机构由一台24V直流电动机驱动,控制电路采用逆变方式,体积小、质量轻、性能稳定。采用流量控制器对离子气流量进行调节和显示,流量范围0~5L/min,精度为±2%。焊接回转台采用220V交流电动机驱动并配有WA型调速器,最大回转直径500mm。
计算机控制系统框图如图5-5所示。
焊接过程如下:焊接系统接通电源后,接通冷却水、离子气和保护气并引燃维弧,启动计算机控制程序,在控制界面上设置好焊接参数并按下“确认”按钮,准备开始焊接。按下“开始焊接”按钮,计算机开始按设定的参数控制焊接过程,包括:引燃主弧、参数递增、正常焊接、参数衰减及切断主弧,最后切断维弧,焊接过程结束。系统控制软件实现主弧电源、气体流量控制器、送丝机构、焊枪行走机构及焊接回转台的计算机控制。焊接过程中计算机定时检测主电路短路过流、无冷却水、无离子气等故障报警信号,出现异常,自动切断主弧并在控制界面上弹出错误提示对话框。同时焊接过程中,如果操作人员发现异常,也可按下“急停”按钮,计算机控制系统自动切断主弧并退出程序。计算机实现焊接电流参数的给定、电流递增、电流衰减以及电流参数采集、显示和记录。为提高整个系统工作的可靠性和稳定性,必须解决计算机控制系统的抗干扰问题。
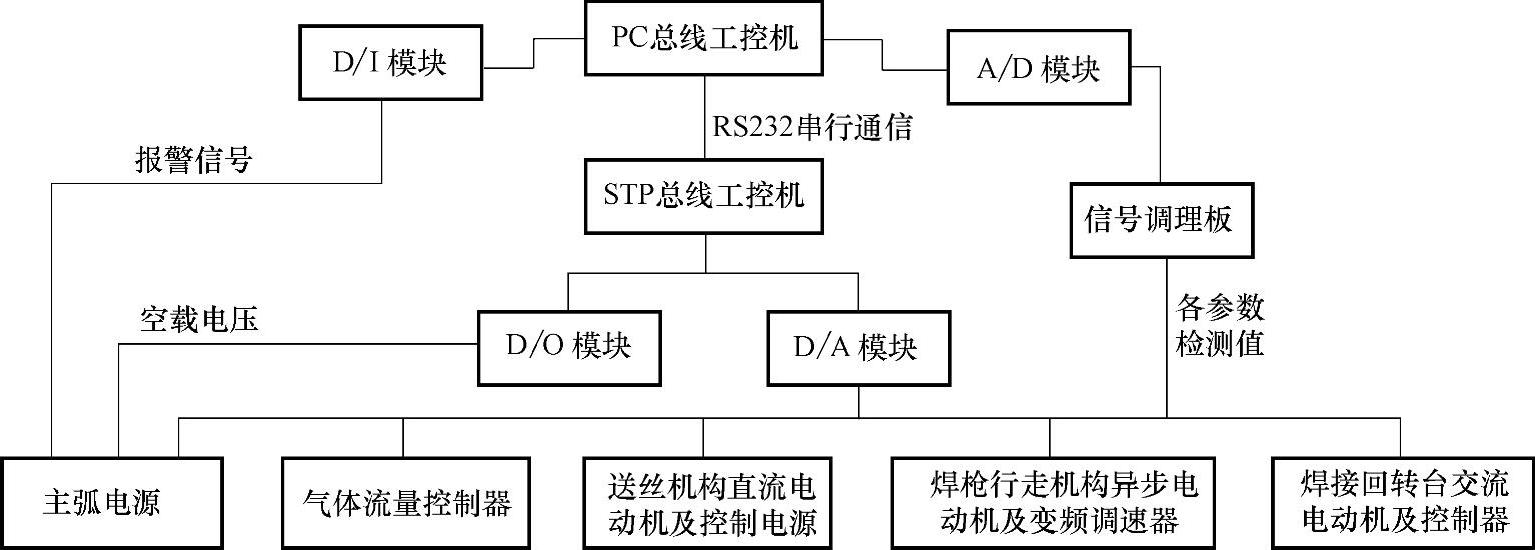
图5-5 计算机控制系统框图
2.焊件移动式变极性穿孔型等离子弧立焊
焊件移动式变极性穿孔型等离子弧立焊系统结构图如图5-6所示。焊件移动式变极性穿孔型等离子弧立焊要求在焊件行走之前形成稳定的穿孔熔池,然后实现起弧过程向焊接过程的平稳过渡。起弧过程控制的好坏决定了整个焊缝成形的成功与否,因此要获得稳定的焊接过程和高质量的焊缝,首先必须保证穿孔熔池的稳定建立。图5-7为变极性穿孔型等离子弧立焊VPPAW穿孔型焊接焊缝及熔池的示意图。
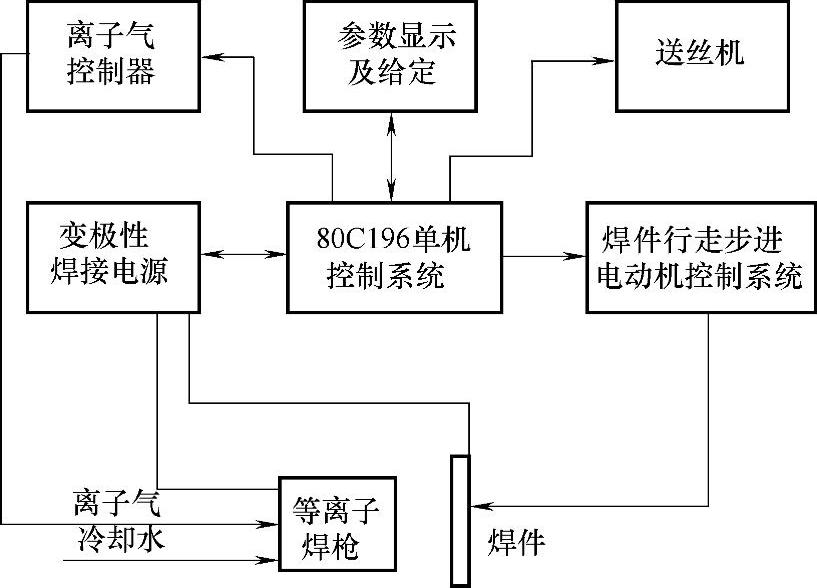
图5-6 焊件移动式变极性穿孔型等离子弧立焊系统结构
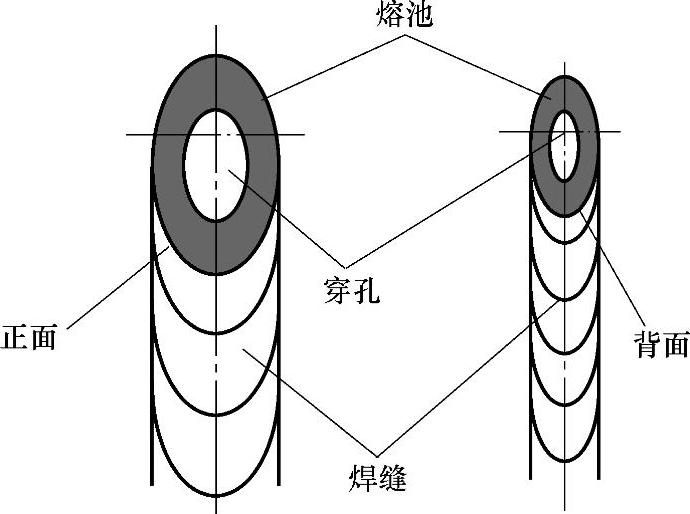
图5-7 变极性穿孔型等离子弧立焊示意图 焊接焊缝及熔池
在焊接过程中,采用焊接电流和离子气流量按一定规律联合递增的方法实现穿孔熔池的稳定建立。形成的穿孔圆滑、孔径大小合适,不会导致穿孔消失,穿孔过程平静,熔池内部液态金属的流动状态稳定。
焊接过程结束时不能随即熄弧,而是采用收弧工艺。而且,焊接参数较多,焊接参数匹配区间窄,因此需要对焊接工艺时序进行合理的设计与控制。
焊接参数对起弧过程中穿孔熔池的传热及受力状态影响很大,焊接参数中的焊接电流、离子气流量及预热时间对小孔的形成和稳定起着主要作用。在合理选取焊接电流和离子气流量的前提下,预热时间是影响穿孔熔池稳定建立的一个重要因素。如果预热时间过短,小孔还未形成,焊件就开始行走,此时焊接电流和离子气流量都增加到正常的焊接参数,而焊件仍未穿透,导致熔池对电弧的反冲力很大,从而破坏了焊接熔池的正常受力平衡,焊接过程不稳定;相反,如果预热时间过长,在穿孔较长时间后焊件才开始行走,那么焊缝正面会下凹,背面会形成很大的焊瘤,焊缝成形变差,降低了焊缝质量,或者形成切割。因此,熔池前穿孔的稳定建立直接影响到焊接过程的顺利进行。
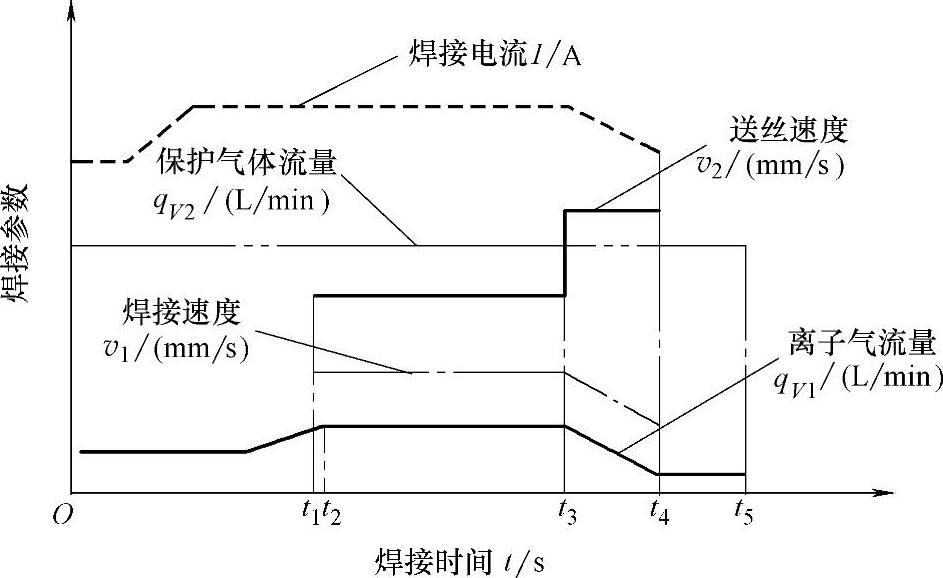
图5-8 焊接工艺时序图
变极性等离子弧立焊可按下述的工艺程序进行,如图5-8所示,开始焊接之前,先提前通入少量离子气;焊接开始时,焊接电流逐渐递增,当电流达到焊接电流值之后离子气流量再增加;在离子气增加的过程中,t1时刻形成穿孔熔池,然后经过短时间的过渡后,t2时刻穿孔熔池稳定建立,此时离子气流量升至选定值;穿孔熔池稳定建立之后,焊件开始行走,送丝机开始送丝;在整个焊接过程中,保护气始终保持其流量不变;t3时刻进入收弧过程,此时焊接电流、焊接速度以及离子气流量逐渐减小,送丝速度增加;t4时刻,整个焊接过程结束。为了保护焊缝,完成焊接后,应延时至t5时停止离子气与保护气。
采用变极性等离子弧立焊工艺,实现了铝合金薄板及中厚板的单面焊双面成形,焊缝成形良好,并应用在重要的厚板铝合金焊接结构中。例如厚度为10mm的2A14铝合金变极性等离子弧焊(VPPA)焊接时采用穿孔型立焊,焊接参数为:正极性和负极性焊接电流分别为200A和260A;离子气流量为3.2L/min;喷嘴孔径为4.0mm,钨极内缩量为4.0mm。焊接过程中电弧稳定,焊缝成形良好。
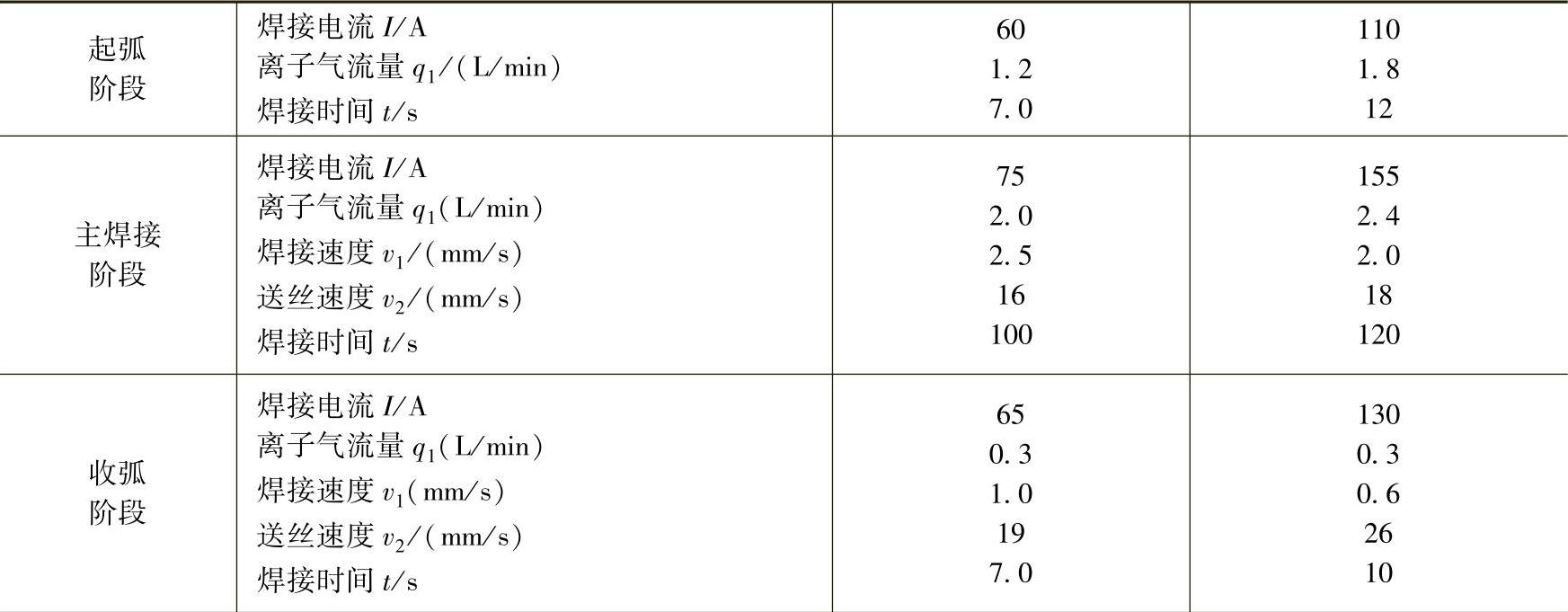
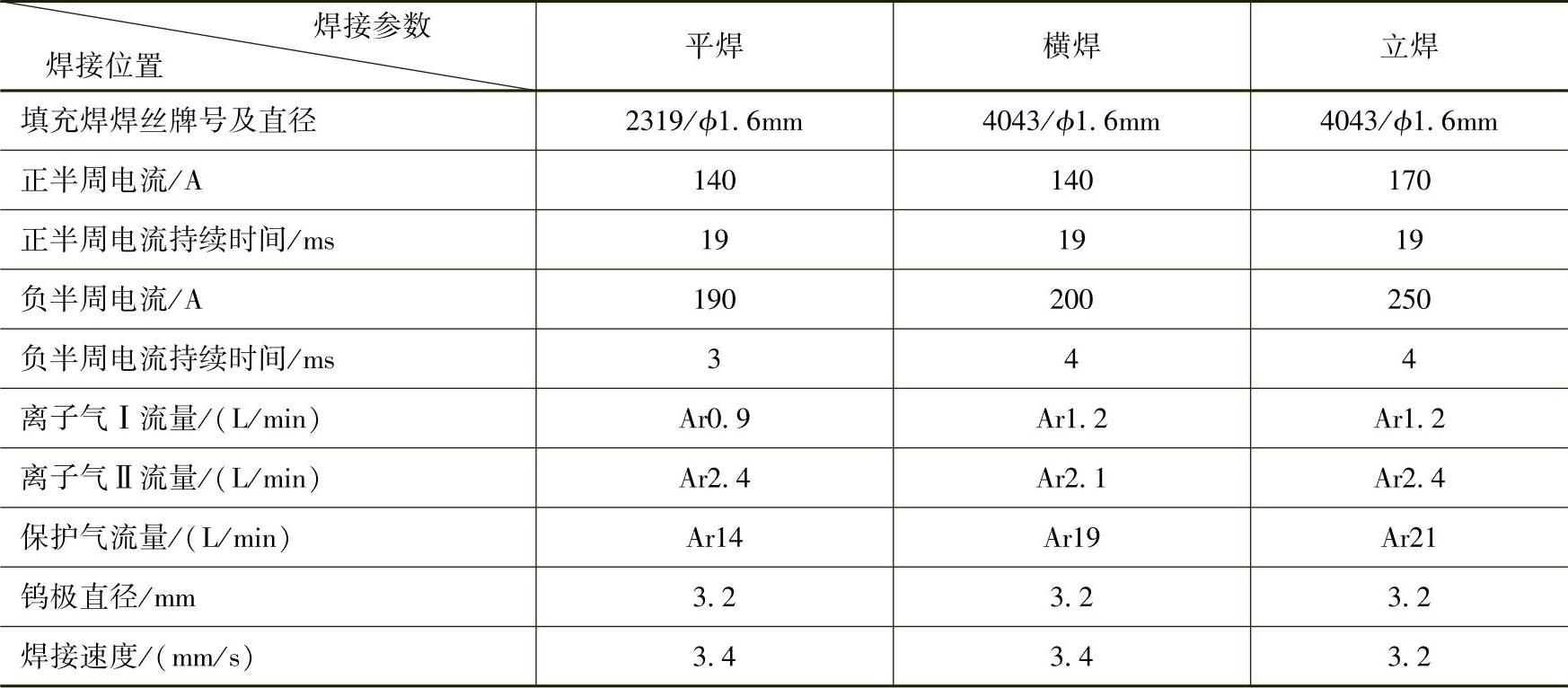
变极性等离子弧立焊焊接厚度为3mm、6mm的2219铝合金采用的焊接参数见表5-1,变极性等离子弧焊焊接板厚6.4mm的铝合金的典型焊接参数见表5-2(供参考)。
表5-1 2219铝合金变极性等离子弧立焊焊接参数
 (www.daowen.com)
(www.daowen.com)
(续)

表5-2 变极性等离子弧焊焊接铝合金的典型焊接参数(板厚6.4mm)
3.变极性等离子弧双填丝立焊
变极性等离子弧双填丝立焊是利用两根焊丝,在电弧前部同时等速送进完成焊丝的填充。
(1)变极性等离子弧双填丝立焊的优点
1)在穿孔熔池的前端为电弧让出空间,避免焊丝对电弧的引导作用,有利于保持电弧的稳定存在、形成稳定的穿孔效应。
2)熔化的焊丝金属沿穿孔熔池的两侧均匀地向熔池后部流动,有利于焊缝成形,避免了切割现象的产生。
3)使用较小的送丝速度就存在较大的送丝量,这样容易保证焊丝填充过程的平稳,有利于焊缝的稳定成形。
(2)双填丝VPPAW焊的焊枪端部机构 变极性等离子弧双填丝立焊的焊丝填充装置如图5-9所示,包括压丝机构和送丝头机构两部分。压丝机构为双槽轮单电动机驱动,实现了两根焊丝的同步送入。送丝机构具有多自由度,可以实现前后、上下、俯仰角度、双丝之间距离以及双丝之间形成的夹角角度等的调节。
(3)送丝参数的确定
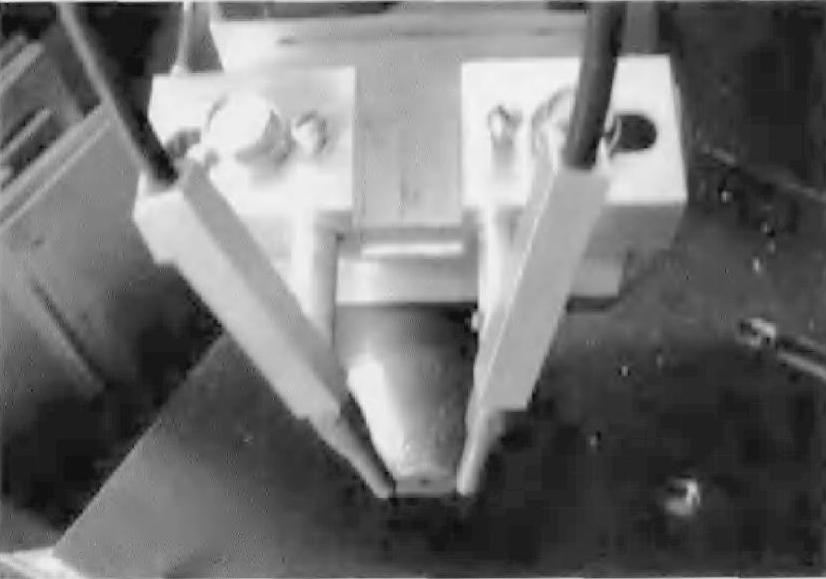
图5-9 双填丝VPPAW焊的焊枪端部机构
1)送丝位置。当液态金属的填充量不足时,焊缝会出现正面平塌、背面回缩的现象,解决的唯一途径是填充焊丝。如图5-10所示,焊丝的填充有两种方式:一种是焊丝尖端接触穿孔熔池前沿送入熔池区域;另一种是焊丝悬空不与熔池接触送入电弧区域。采用焊丝尖端接触穿孔熔池前沿送入熔池区域,可获得平滑均匀,正、背面的熔宽和余高都比较均匀而无波动的焊缝;采用焊丝悬空不与熔池接触送入电弧区域,填充焊丝所得的焊缝背面成形良好,但正面存在明显的鱼鳞状条纹。因此选择焊丝尖端接触穿孔熔池前沿送入熔池区域的送丝位置。
2)送丝角度。送丝角度包括两根焊丝形成平面与焊件所在平面间的夹角以及两根焊丝之间的夹角两个角度。两根焊丝所成平面与焊件所在平面间的夹角的大小对背面成形的影响很大,该角度越大,则背面的金属量越多。两根焊丝所成平面与焊件所在平面间的夹角在0°~45°的范围内均能得到满意的焊缝成形,超过45°则会严重影响焊缝成形。
两根焊丝之间的夹角以及其在穿孔熔池前沿的间距的调整,必须满足焊丝尖端能被电弧充分加热至熔化,如图5-11所示。两根焊丝之间的夹角可以任意选择,但是必须满足两根焊丝在焊接小孔熔池前沿的间距不能超过4.5mm。若超过4.5mm,则由于距离太宽使焊丝得不到充分的熔化,甚至会出现焊丝成段进入熔池的情况,严重影响焊缝成形。
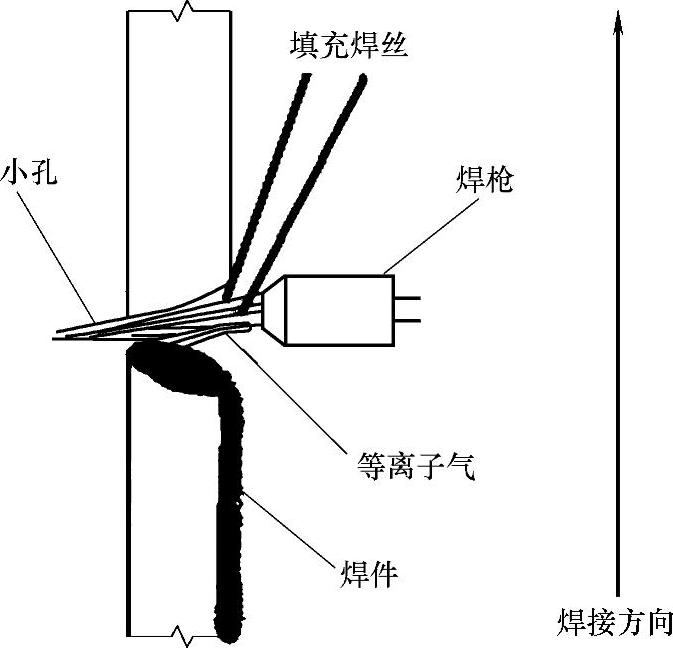
图5-10 送丝位置
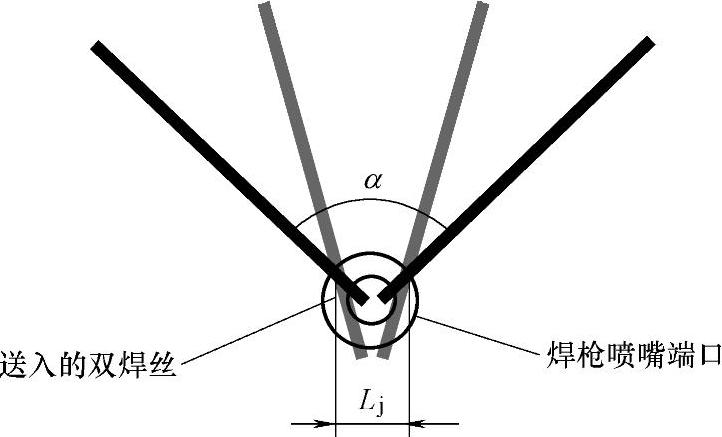
图5-11 焊丝间夹角的调整
3)送丝速度。随着送丝速度的增加,焊缝正面宽度变化不明显,正面增高、背面宽度和增高都明显增加。反之,减小送丝速度,焊缝正面增高、背面宽度和增高都减小。送丝速度增大,焊接电流也要随之增加,以保证焊丝的充分加热及液态金属的良好流动。因此,在其他条件不变的情况下,送丝速度必须与焊接电流合理匹配,才能获得满意的焊缝。
(4)其他参数的确定
1)装配间隙。采用变极性等离子弧双填丝立焊时,两根焊丝以一定的角度从穿孔熔池前沿接触送入熔池区域,这样焊丝尖端与熔池的接触面积增大,避免了装配间隙较大时穿孔熔池前沿容易断开造成穿孔熔池难以动态稳定存在的现象,同时也能尽可能地使熔化的液态金属沿穿孔熔池的两侧壁均匀、平稳地流向熔池的后部形成焊缝。
采用双填丝的工艺,即使装配间隙达到4.0mm也能够实现稳定的焊接过程、形成良好的焊缝成形。这与单填丝工艺中在间隙为2.0mm时就出现切割现象相比具有明显的优势。装配间隙越大,焊缝正、背面的宽度和余高量就都有所减小,这是由于填充金属量的减小而造成的。以间隙为检测对象,采取送丝机的反馈式控制,即可以完全实现焊缝的稳定成形。
2)错边量。由于装配错边量的存在,在电弧与焊缝中心对中时,焊缝中心两侧的电弧长度不同,较长一侧容易出现电弧的偏移,从而降低电弧力的作用,破坏穿孔稳定性和焊缝成形稳定性。
采用双填丝工艺,可以使两根焊丝以不同的角度送入,且分别与对接缝两侧的母材接触,通过焊丝的引导作用,避免了弧长较长一侧的电弧不稳定现象,有利于焊缝的稳定成形。变极性等离子弧双填丝立焊虽然对错边量有较大的适应性,但是不能过大。错边量不能超过板厚的一半。另外,需要注意的是,不管焊件焊前装夹存在间隙还是错边量,对焊枪对中性的要求都很严格,否则会严重破坏焊缝成形。其焊接参数见表5-3。
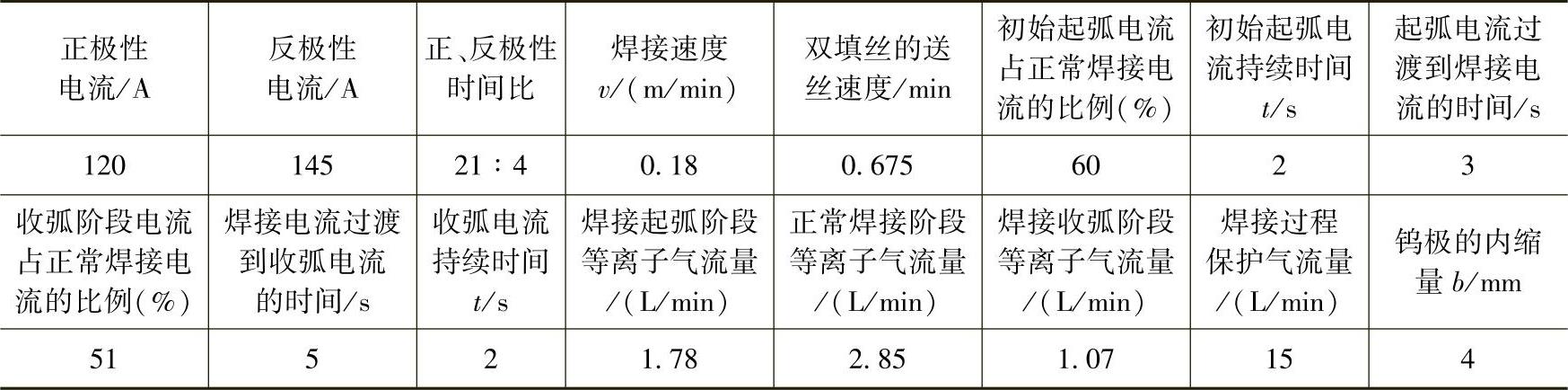
表5-3 变极性等离子弧双填丝立焊焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






