1.变极性等离子弧平焊工艺
在变极性等离子弧焊接过程中,在小孔等离子弧焊接铝及铝合金时,正负半周电流持续时间是非常重要的焊接参数。反极性持续时间和电流的合理配合,在满足阴极清理的同时,又能获得稳定的焊接工艺过程,并可获得较大的焊缝深宽比,钨极烧损少。负半周电流持续时间对焊接工艺的影响主要表现在焊缝成形上,很短的负半周电流持续时间就可以提供足够的阴极清理作用。但负半周电流持续时间太短,使得一个周期内电流在一个很短的时间内两次过零,因为在过零瞬时电流为零,使得电弧温度下降,等离子弧冲击力急剧下降。当过零后电流迅速上升,电弧温度也迅速上升。由于电弧力的急剧变化造成穿孔力不均匀,同时在很短的负半周电流持续时间不能提供足够的热和形成小孔所需的能量,影响焊缝成形,特别是背面成形。负半周电流持续时间一般取4~5ms,可获得比较满意的焊缝成形。
如果负半周电流持续时间过长,极容易引起双弧,造成喷嘴的烧损,在有维弧存在的情况下,负半周电流持续时间过长会造成主弧与维弧相互干涉。为保证变极性等离子弧焊焊接电流过零时等离子主弧燃烧稳定,往往采用一个加在钨极与喷嘴之间的直流电源作为维弧电源。在焊接过程中引燃主弧时,有时却造成维弧熄灭,使主弧不能顺利引燃,更严重的是在焊接过程中发生电弧不稳定的放电,造成主弧熄灭,这种现象即为主、维弧的相互干涉现象。一旦产生主、维弧的相互干涉现象,严重影响焊接过程的稳定性和焊缝成形,也会造成钨极的烧损。当负半周电流持续时间小于2ms时,焊缝容易出现气孔。正半周电流持续时间一般取15~20ms。
实际的变极性等离子弧焊接电流波形如图5-1所示。
从图5-1中可见,负半周电流大于正半周电流,一般大30~50A,这不但加大了阴极清理作用,同时还使压缩喷嘴孔径表面得到清理。
铝合金变极性等离子弧平焊工装卡具简单,但焊缝成形困难,很难保持铝合金熔池的稳定性。在满足焊件表面氧化膜清理的前提下,为减少钨极烧损量,采用大的反极性电流幅值和短的反极性持续时间是较为理想的参数匹配。这种匹配方式可在反极性期间,伴随着反极性电流短时、集中、高效地对焊件表面窄小区域内氧化膜的清理,使得在反极性期间内焊件的加热较集中,为随后正极性电弧更集中地作用于该区域,形成窄小且深的熔池创造了有利条件。
2.焊接参数的选择
(1)正极性电流 铝合金变极性等离子弧焊接时,相同电流幅值条件下,正极性电弧力大于反极性电弧力,并且正极性等离子电弧能量更集中。因此,正极性电弧主要作用于熔池中心部位,它是保证焊件获得熔池的主要因素。
(2)反极性电流 主要用于加热母材并清除其表面的氧化膜,为正极性电弧的到来做好热量储备。若取反极性电流比正极性电流大,使焊缝背面熔宽和余高增大,正面熔宽增大、余高减小。
在平均电流相同的情况下,减少正、反极性电流幅值差值时,变极性等离子弧平均电压降低,电弧功率下降,使得正面焊缝余高增高而背面焊缝余高降低,甚至出现有些未焊透的现象。在变极性等离子弧焊工艺中,能够形成稳定、较好焊缝成形的焊接电流区间很窄。(www.daowen.com)
(3)离子气流量 离子气流量较大时,可提高等离子弧的熔透能力,使焊缝背面余高和宽度增大,正面余高和宽度减小。如果离子气流量太大,电弧压缩强烈,在焊接过程中容易出现咬边甚至切割现象。离子气流量过小时则电弧能量不足以形成稳定的焊接熔池,使焊缝正面余高增大,背面余高减小,有时会产生未焊透。
(4)喷嘴至焊件的距离 喷嘴距离焊件越近,等离子弧越稳定。因此在满足焊缝正面成形的前提下,喷嘴至焊件间的距离应尽可能短。喷嘴至焊件的距离由低到高变化时,等离子电弧力以及离子气对焊缝的压力减小,焊缝正面余高增大,背面余高减小。若喷嘴至焊件的距离过大会使焊接熔池前的小孔闭合,或者出现电弧熄弧现象。
(5)填丝的送丝速度 如果减小或停止送丝,焊缝成形会出现正面余高的减小;若不送丝,在焊缝正面会出现贯穿焊缝纵向很深的凹陷。
(6)钨极内缩量 钨极内缩量越大,电弧受到的水冷喷嘴和离子气的压缩作用越强烈。在喷嘴和离子气的联合作用下,弧柱会受到强烈压缩,电弧能量变得很高。太大的钨极内缩量,会导致熔池不稳定,焊缝成形困难,易产生切割。
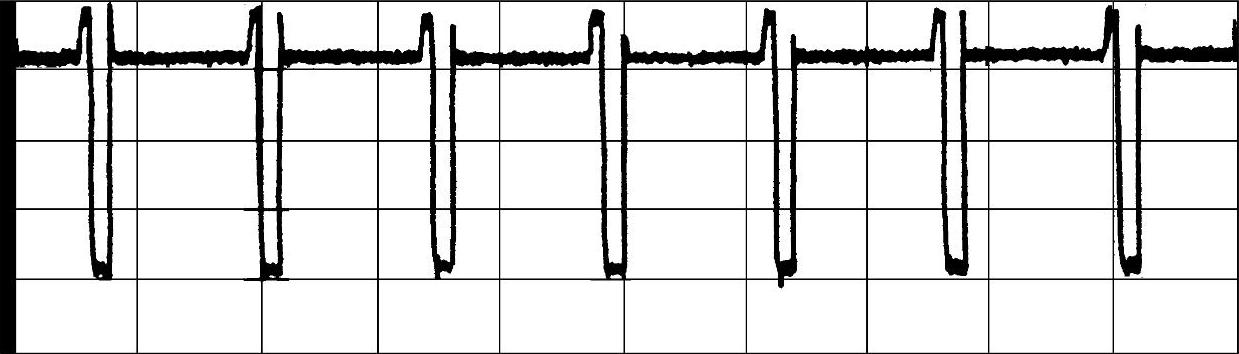
图5-1 变极性等离子弧焊焊接电流波形
焊接3mm厚铝合金VPPA平焊的最佳焊接参数是:正极性电流为84A,反极性电流为106A,保护气体和离子气均为氩气,离子气流量为3L/min,焊接速度为35cm/min,弧高为3mm,填充焊丝送丝速度为176cm/min,钨极内缩量为2mm。图5-2为最佳焊接参数的电流波形。
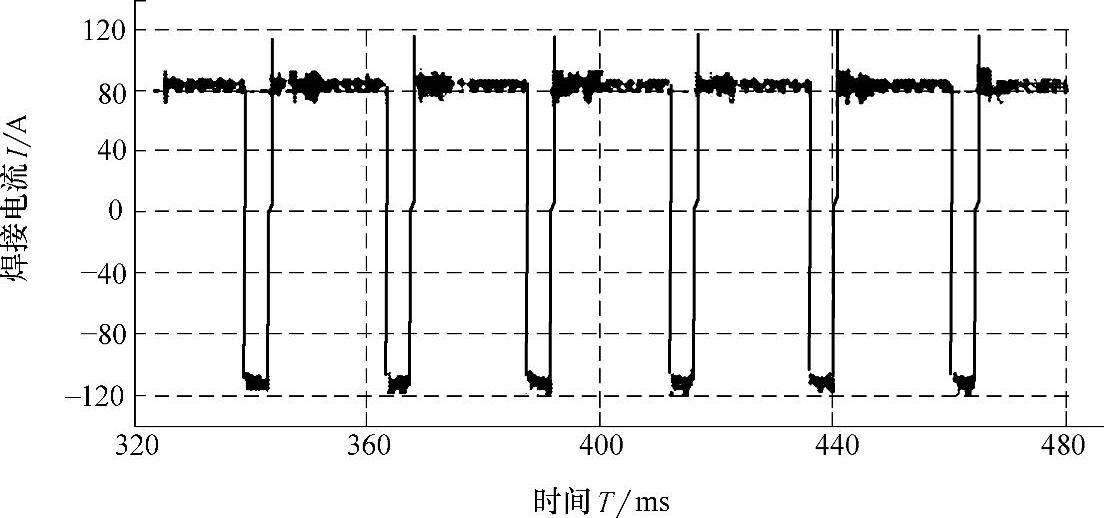
图5-2 最佳焊接参数的电流波形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





