采用双丝窄间隙熔化极气体保护焊焊接时,两根焊丝通过弯曲或通过斜孔导电嘴,各自指向一侧侧壁,为避免电弧间的干扰,两根焊丝间距为50~100mm,每根焊丝的热输入小于5kJ/cm,形成两个熔池,相当于一次行程熔敷两道互相搭接的角焊缝。由于热输入较小,主要用于焊接高强度钢和热敏感性较高的材料;也大量应用于窄间隙横向焊接,此时前丝形成的焊道抑制后丝熔池金属下溢,起到控制横焊成形的作用。
采用交替脉冲进行双丝共熔池窄间隙GMAW焊接,双丝间距小于10mm,发现电弧仍可保持稳定燃烧,且飞溅较少。采用每层21kJ/cm的热输入,进行高强度钢HY-100的多层焊,焊缝力学性能较好,-46℃时焊缝的冲击吸收能量为42J,热影响区的冲击吸收能量达到20J。
在此基础上多丝窄间隙GMAW也已应用于实际焊接中,如同时采用两套双丝系统的四丝窄间隙焊接,焊接时,焊枪横向摆动,摆动频率为10Hz,与单丝相比,熔敷速度提高4倍。
1.双丝分立熔池窄间隙MAG焊
双丝分立熔池窄间隙MAG焊是采用两个独立的焊接机头。焊丝预先弯曲成特定的曲率,如图4-58所示。当焊丝伸出焊机机头的导电嘴时,它将电弧引向窄间隙坡口的一个侧面。在第二个焊机机头上,焊丝弯向相反的方向,因此电弧被引向坡口的另一侧面。在每一焊层熔敷两个焊道,并焊成适宜于非平焊位置焊接的角焊缝形状的断面。然而,电弧相对于侧壁的位置不稳定,无损检测已探测到由此而产生的未焊透缺陷。这是由于当焊丝在伸出焊接机头时,要保持焊丝末端的精确定位是困难的。
为了解决以上问题,可以使焊丝预先成形,从而更为精确地控制电弧的摆动。焊丝的预先成形必须使焊丝在伸出焊接机头时产生一个具有最佳频率和摆动幅度的精确而一致的侧向摆动。为了得到所需的摆动图形和精度,采用折曲式焊丝成形机构(见图4-49)。这一机构由不对称的齿轮组成,将焊丝弯成锯齿形。一个链轮将焊丝保持在它的成形位置,并确保可靠而连续地送丝。焊丝在保持它的形状的同时通过焊接机头进入坡口。
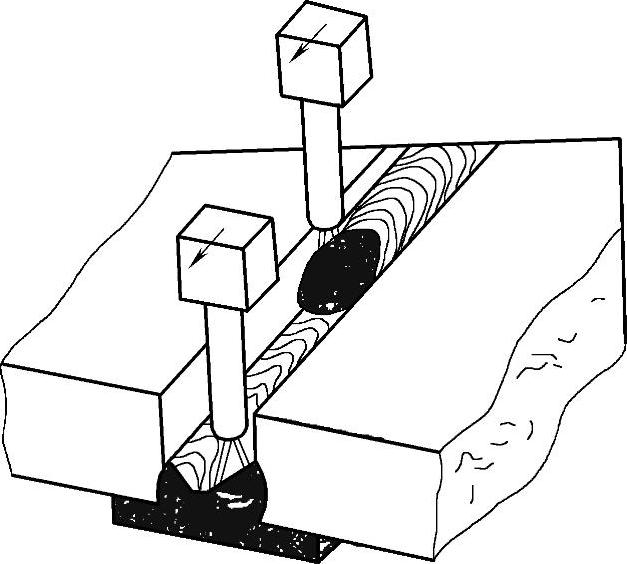
图4-58 双丝分立熔池窄间隙MAG焊的焊丝位置示意图
焊接机头采用分开的横向和垂直定位机构。横向定位器是一个焊接接头的跟踪装置,该装置位于黏贴在板材表面的一种软性材料内开的凹槽中,离焊缝有一定的距离。由于跟踪装置定位于焊接区域外部的凹槽内,从而避免了焊道外形不一致和飞溅改变接头跟踪装置的轨迹而造成的跟踪不精确的问题。不用变换焊缝跟踪器也能焊接最终的盖面焊道。垂直传感装置是一种为脉冲熔化极气体保护焊工艺研制的电弧长度调节器,这一装置检测在电弧上所测得的焊接参数以保持恒定的电弧长度。
采用脉冲电源,便于在给定的送丝速度下对焊接电流、熔滴过渡以及电弧能量进行精确控制。这种电源具有在基础电流阶段(恒流)和脉冲电流阶段(恒压)之间改变静特性的能力。这就提供了一个恒定的送丝速度。通过使带有主从电源调节器的两个焊接电源同步,解决了电弧偏吹问题,电弧偏吹现象被减弱到最小程度。主调节器控制两个电源的脉冲宽度和基础时间,每个电源的电流调节是独立的。这一焊接装置具有优良的电弧稳定性和金属过渡特性。
保护气体的选择是个关键因素,它决定了焊道的熔透特性,保证获得良好的侧壁熔透。对窄间隙MAG焊,采用Ar88%+CO212%(体积分数)的混合气体效果最佳。在最后焊道焊接之前窄间隙坡口提供了一个腔室效应。在焊接最后的盖面焊道时采用另一种气体保护装置。
采用两个机头进行双丝分立熔池窄间隙MAG焊。焊接了Hies100钢(相当于美国的Hy130),板厚为101.6mm。选用的坡口形状为带有供跟踪和初始焊接用的宽10mm、深15.87mm的反面坡口的平行窄间隙坡口。采用直径为1.2mm的焊丝以及Ar88%+CO212%(体积分数)的混合保护气体。预热温度为121℃,层间温度低于171℃,热输入为8.5kJ/cm。用这种窄间隙焊接工艺对Hies100钢进行全位置焊接获得了优质焊缝。焊缝均匀,没有任何缺陷,性能优良,力学性能满足母材的要求。由于坡口尺寸减小,采用两个焊接机头以及较高的熔敷速度,焊接效率高,适宜于31.75mm以上厚板的焊接。这一窄间隙焊接工艺比常规的V形坡口自动焊工艺具有更高的经济效益。
2.双丝共熔池窄间隙MAG焊
双丝窄间隙MAG焊可以提高焊接效率,消除粗丝大电流时形成的指状熔深等缺陷。但是为避免双丝间距很近时电弧间的电磁干扰,现有的双丝窄间隙MAG焊,双丝间距为50~120mm,形成双熔池,相当于一次熔敷两道相互搭接的角焊缝,多应用于小焊接参数领域,不能起到提高焊接效率的目的。采用交替脉冲进行的双丝共熔池窄间隙MAG焊,电弧可保持稳定燃烧,且飞溅较少。
双丝窄间隙焊焊接系统配以CLOOS公司的双丝焊接电源,双丝交替脉冲方式供电,焊丝不弯曲,焊丝和导电杆整体倾斜,交叉指向侧壁,如图4-59所示。
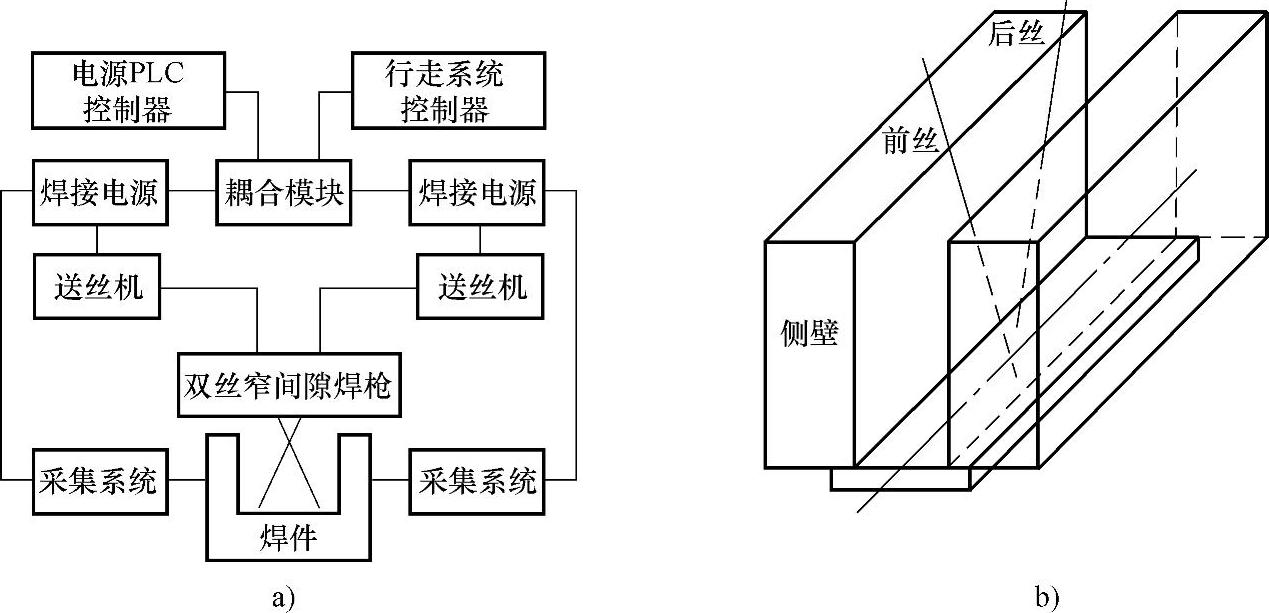
图4-59 双丝共熔池窄间隙MAG焊焊接过程
a)双丝NG-DMAW焊接组元 b)双丝NG-DMAW焊接过程
窄间隙焊缝除了要求表面成形美观、焊缝与侧壁过渡圆滑,以及无咬边、裂纹和未熔合外,主要考查侧壁熔深、焊缝熔深和表面下凹三个参数,如图4-60所示。窄间隙焊缝成形系数(熔宽/熔深)大于1.2时,可以防止焊接热裂纹的产生,而只有焊缝表面呈凹形面时才能有效地避免层间未熔合。所以较大的侧壁熔深和表面下凹,以及较小的焊缝熔深对焊接过程是有利的。(https://www.daowen.com)
焊接时采用陶瓷衬垫进行多层焊,层间与底部均熔合良好,焊缝的表面下凹可以很好地消除层间未熔合,并且在焊缝侧壁上形成足够的熔深。
双丝共熔池窄间隙MAG焊双丝焊接参数除了焊接电流、电弧电压及焊接速度以外,还有前后焊丝间距(沿焊接方向上的距离)、焊丝与侧壁的夹角以及焊丝沿焊接方向的倾角等。通过改变焊丝与侧壁的夹角,调节焊丝与侧壁间距以及电弧的燃烧位置。但由于焊丝与侧壁的夹角小于2°,不易精确调节,所以用焊丝端部与侧壁间距代替焊丝与侧壁的夹角。
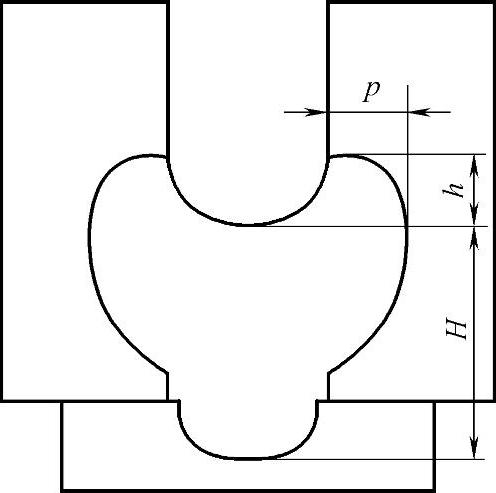
图4-60 焊缝成形示意图
p—侧壁熔深 H—焊缝熔深 h—焊缝表面下凹程度
(1)双丝沿焊接方向间距 双丝间距小于20mm时,两个电弧形成一个熔池,焊接过程稳定,尤其当双丝间距为5mm时,焊接效果良好,可避免指状熔深和弧坑裂纹的形成;当双丝间距为20~30mm时,双丝电弧处于由共熔池向独立熔池转变阶段,焊接效果不稳定,焊接时伴有“噼啪”声,飞溅明显增多,焊缝成形呈卧蚕状,咬边现象严重。当双丝间距大于50mm时,两个电弧形成两个完全独立的熔池,相当于两个独立的GMAW焊枪进行焊接,过程稳定性和焊缝成形也非常良好。而当双丝间距增加时,表面下凹量和侧壁熔深都呈现先增大后减小的趋势,这是由于随着双丝前后间距的增加,加大了熔池的尺寸,熔池热量不集中,所以双丝前后间距大于10mm时侧壁熔深将有所减小,但仍大于双丝并排。前后间距为零时双丝并排,形成指状熔深,焊缝表面有弧坑裂纹,这也是两个电弧动压力叠加的结果。在双丝间距为5~10mm时表面下凹量和侧壁熔深达到最大值,所以双丝间距取5~10mm为宜。
(2)焊丝与侧壁距离 当窄间隙的焊缝成形系数(熔宽/熔深)大于1.2时,可以防止焊接热裂纹的产生,所以提高熔敷率的前提是在保证熔合良好的情况下得到足够大的侧壁熔深,以保证焊缝成形系数大于1.2。电弧越靠近侧壁燃烧,即焊丝与侧壁间距减小,输入到侧壁上的热能增加,燃烧持续时间延长,导致侧壁熔深明显增大。另外,在双丝与侧壁间距为4.4mm(双丝串列)时,形成明显的指状熔深,这是因为当双丝的距离较小时,在电弧正下方的熔池热量集中,并且受到两个电弧产生的压力叠加,此时熔池的受力和受热与单丝大电流时相似,因而形成与单丝大电流相同的指状熔深;随着焊丝与侧壁间距的减小,双丝距离增大,电弧热和电弧压力叠加的效果减弱,从而避免了指状熔深的形成。送丝速度为10m/min,保持两焊丝前后间距为5mm,当焊丝与侧壁的间距大于2.5mm时,焊缝表面成形美观,飞溅很少;在焊丝与侧壁间距为2.5mm时表面下凹最大,继续减小间距,间距为1.5mm时电弧不能稳定燃烧,焊接过程变得不稳定,电弧在侧壁上燃烧,焊缝成形不均匀,表面凸凹不平,飞溅增多。可见,焊丝与侧壁的距离应不小于2.5mm。
(3)焊丝前后倾角 焊丝前后倾角如图4-61所示,前后丝平行或后丝向前倾斜10°,焊接电流波形非常平稳。但双丝倾角对熔深和侧壁熔深影响不大,前丝保持垂直可以获得较大的表面下凹,侧壁熔深和表面下凹均在双丝垂直时得到最大值。双丝沿焊接方向夹角为0°时,焊接过程稳定,若前丝后倾则会加剧电弧的偏移,从而导致电弧被拉断而产生断弧,焊接稳定性变差。
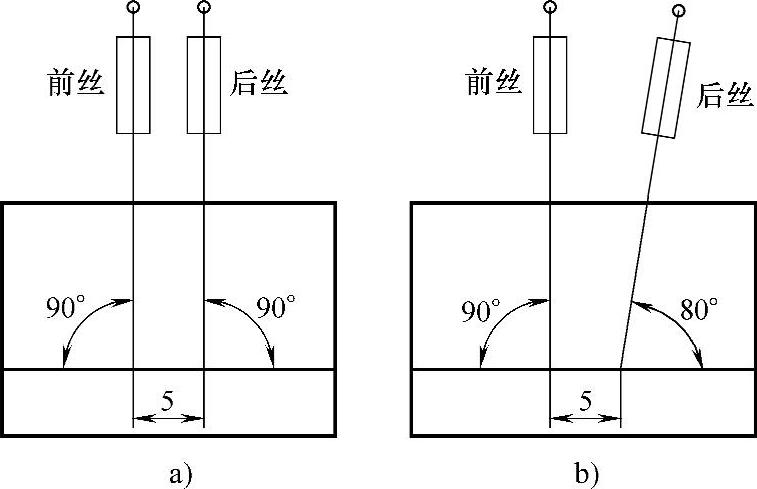
图4-61 双丝沿焊接方向的倾角示意图
(4)送丝速度 在U/I方式中,送丝速度对焊接过程的影响显著。在送丝速度一定时脉冲频率也相对固定,确定送丝速度后,主要通过调节峰值时间和峰值电压来控制熔滴过渡和焊缝成形,基值电流保持电弧稳定燃烧即可。脉冲焊时,一脉多滴和一脉一滴的飞溅较小,所以一脉一滴和一脉多滴都是较好的脉冲焊过渡形式。
在送丝速度较小时,过程稳定且无侧壁咬边的区间很窄,当焊丝与侧壁间距为2.5mm时将不存在过程稳定且无侧壁咬边的焊接参数区间。
送丝速度较大,为10m/min时,即使焊丝与侧壁间距为2.5mm,焊接过程稳定且无侧壁咬边的参数区间较大,采用大规范焊接时电压变化不大,由于焊接电流显著增加,从而可以得到较宽的焊接参数区间和良好的表面成形。
综上所述,双丝共熔池是一种很好的大参数窄间隙焊接方法,采用交替脉冲可以保证焊接过程的稳定进行,飞溅很小,焊缝成形良好,无指状熔深,成形系数较大,多层焊层间、侧壁均熔合较好。双丝共熔池方法仅适用于大参数窄间隙焊接,对于直径为1.2mm的焊丝,送丝速度大于10m/min,才会获得较宽的焊接参数区间和稳定无表面缺陷的焊道。随着双丝与侧壁间距的缩小,焊接稳定性下降,为保证焊接过程的稳定,双丝与侧壁的间距应大于2.5mm。随着双丝前后间距的增大,焊接稳定性下降,易发生断弧,为保证电弧稳定,双丝间距应小于10mm。
采用双丝共熔池窄间隙MAG焊焊接低碳钢Q235时,选用I形坡口,如图4-62所示。根部间隙为10mm,坡口深为20mm。焊丝为直径1.2mm的ER49-1,保护气体为Ar80%+CO220%(体积分数)的混合气体,保护气体流量为50L/min,导电嘴到坡口底部的垂直距离为22mm,其焊接参数见表4-24。
表4-24 焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





