窄间隙熔化极气体保护焊为了使I形坡口的两侧充分焊透,使电弧指向坡口两侧壁,采用了多种方法,如在焊丝进入坡口前,使焊丝弯曲的方法;使焊丝在垂直于焊接方向上摆动的方法;采用麻花状绞丝方法;药芯焊丝的交流弧焊方法;采用大直径实心焊丝的交流弧焊方法等。另外,也有采用Ar+CO2作为保护气体与直径为1.6mm的实心焊丝相配合的气体保护焊方法,来焊接形状复杂的接头。在横焊方法中,为了防止I形坡口内熔融金属下淌,以便得到均匀的焊道,提出了利用焊接电流周期性变化,使焊丝摆动或将坡口分成上下层的焊接方法,以及将各种方式组合起来的焊接方法等。在立焊窄间隙MIG/MAG焊接方法中,为了保证坡口两侧焊透,研制了摆动焊丝焊接方法以及焊接电流与焊丝摆动同步变化的焊接方法。
1.单丝电弧不摆动
(1)脉冲电流窄间隙焊 脉冲电流窄间隙焊多用于粗丝,间隙为7~11mm时的单道焊,脉冲频率为50~100Hz,可以有效地改善焊缝成形和防止焊接裂纹。但这种方法热输入较大,为保证熔合良好,热输入一般大于20kJ/cm,不适用于力学性能要求较高的接头焊接。该方法在窄间隙发展初期被应用于锅炉大直径厚壁管的焊接,现在很少采用。
现在有一种新的窄间隙脉冲焊方法,其特点是脉冲电流变化的同时电压也随之变化。峰值时电压同时升高,电弧拉长,加大了母材的熔化范围,以保证母材的熔合;基值时电压随之降低,为短路过渡,热输入降低,促进熔池凝固。因为这种方法热输入很低,基值电流时可以促进熔池的凝固,所以多用于窄间隙横焊或全位置焊,且对电源的要求较高。
(2)直流正极性窄间隙焊 与反极性相比,正极性时熔深较浅,焊缝成形系数大,结晶裂纹的倾向减小,焊丝熔化效率提高近50%,对焊接设备没有特殊要求。但焊接参数区间很窄,各个参数之间必须配合得很恰当才能保证接头的质量;由于熔池的热量较低,电弧直接在侧壁燃烧,容易在侧壁与底部的拐角处形成未熔合,因此这种方法在重要结构焊接中未得到广泛应用。
窄间隙中正极性时电弧燃烧稳定,这一现象引起了各国学者的关注,通过对直流正极性窄间隙焊接进行全面研究,认为直流正极性窄间隙焊接,电弧在侧壁燃烧,电弧张角远大于平板焊接,电磁力促进熔滴过渡,从而导致熔滴规律性地过渡,焊接过程稳定。随着间隙的减小,作用效果更加明显,甚至由滴状过渡转变为喷射过渡。
(3)交流熔化极窄间隙焊 交流电流综合了直流正极性和直流反极性的特点,并且避免了直流电弧容易产生的电弧偏吹现象。为了解决在交流电流过零点时,产生电弧熄灭和电弧再引燃困难的问题,该方法在交流电源之外,外接脉冲电源,在过零点瞬间由脉冲发生器发出一个脉冲,以维持电弧的稳定燃烧。采用交流窄间隙MIG/MAG焊方法焊接980MPa的超高强度钢,间隙为12mm,板厚为50mm,焊丝直径为4mm,热输入达到36kJ/cm。焊后接头性能与普通MIG/MAG焊相比,屈服强度提高10%,冲击韧度提高50%。
这种方法正负半波的幅值和周期不能单独调节,而且需要外加脉冲电源。近年来用变极性电源代替交流电源,取得了更好的焊接效果,但关于将变极性电源应用于窄间隙焊的报道不多。
2.电弧摆动
电弧在坡口中横向摆动,电弧对侧壁直接熔化,可以合理地分配电弧热量,改善焊缝成形。与电弧不摆动相比,电弧摆动有以下优点:侧壁熔深显著增加,保证侧壁熔合;可以避免形成指状熔深及热裂纹;焊接参数调节范围较宽。
实际应用的窄间隙熔化极气体保护焊大都采用电弧横向摆动技术,但电弧摆动的方式各有不同。
(1)波浪式(折曲式)焊丝窄间隙焊 该方法是通过弯丝装置使焊丝来回弯曲,随着焊丝的熔化,电弧在坡口内实现横向摆动。弯丝机构一种是采用使送丝轮横向往复摆动的方法,称为波浪式,如图4-48所示;另一种是采用特殊形状的送丝轮,称为折曲式,如图4-49所示。焊丝左右扭动,电弧也随之左右摆动,亦即电弧旋转,可使坡口壁完全熔合,实现熔合良好的优质焊接。波浪式方法通过摆动幅度来改变焊丝弯曲程度,进而调节电弧摆动范围,调节过程简单,易于实现,并且可以实现电弧在靠近侧壁处的短暂停留,摆动频率小于2Hz。折曲式摆动频率可以达到15Hz,但不具有上述波浪式的优点,并且特殊形状的送丝轮制造复杂,所以在实际应用中大部分为波浪式。将波浪式电弧摆动技术用于直流正极性窄间隙焊,不仅可以改善焊缝成形,而且焊接参数区间显著增加。用波浪式摆动电弧焊接600MPa级的高碳钢,在较低的热输入下可以有效地防止热影响区的高温裂纹和组织偏析。
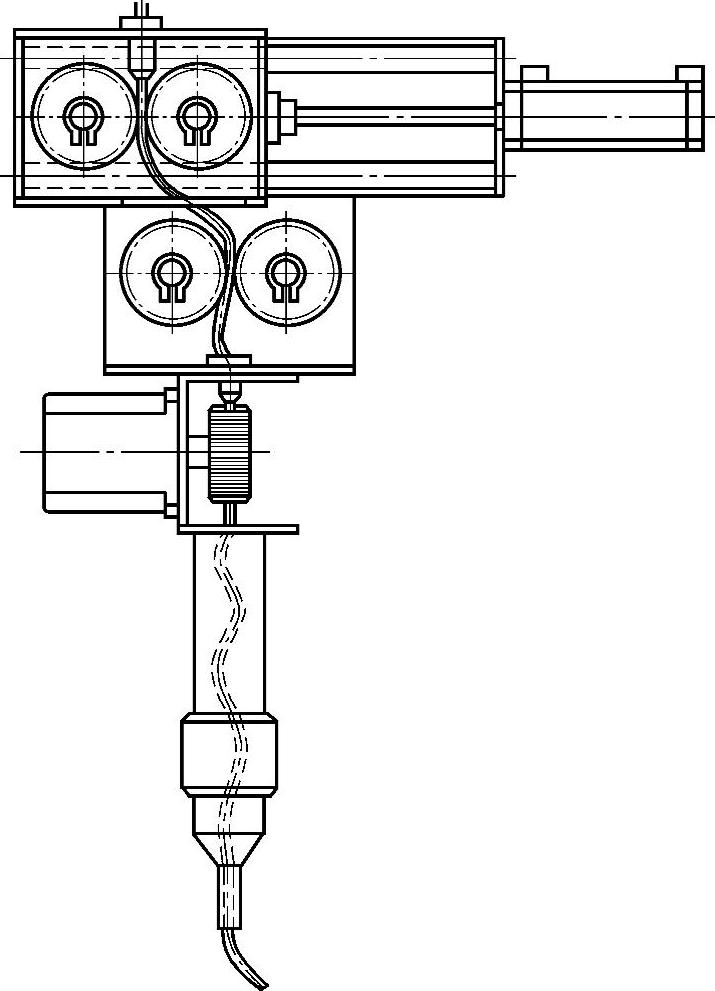
图4-48 焊丝预弯摆动原理
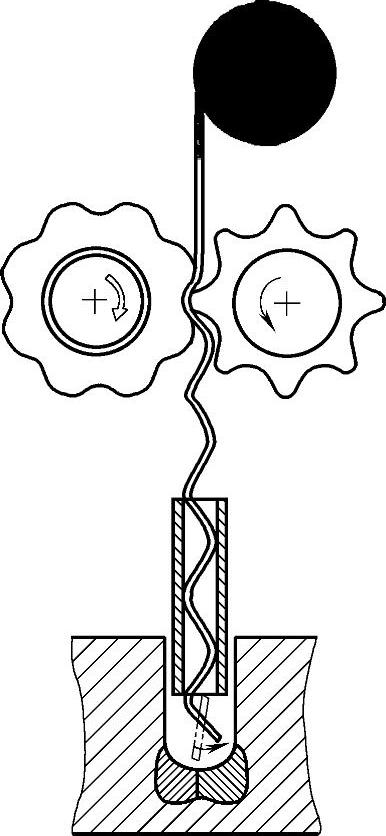
图4-49 折曲式焊丝成形机构
电弧摆动窄间隙焊枪为水冷,一次保护气体从电极两侧流过,二次保护气体从焊件表面流出,形成良好的保护特性,如图4-50所示。焊丝(电弧)在窄间隙坡口中的摆动形态如图4-51所示。
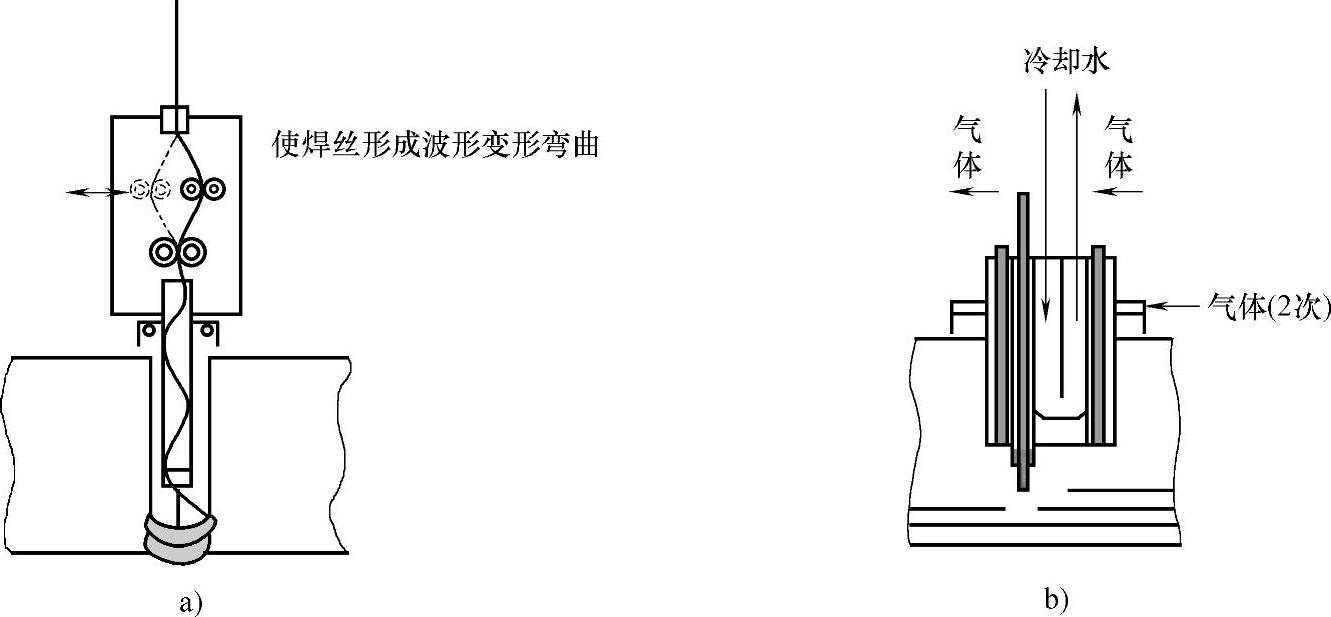
图4-50 电弧摆动窄间隙MIG自动焊
a)焊丝摆动机构 b)系统的气体保护
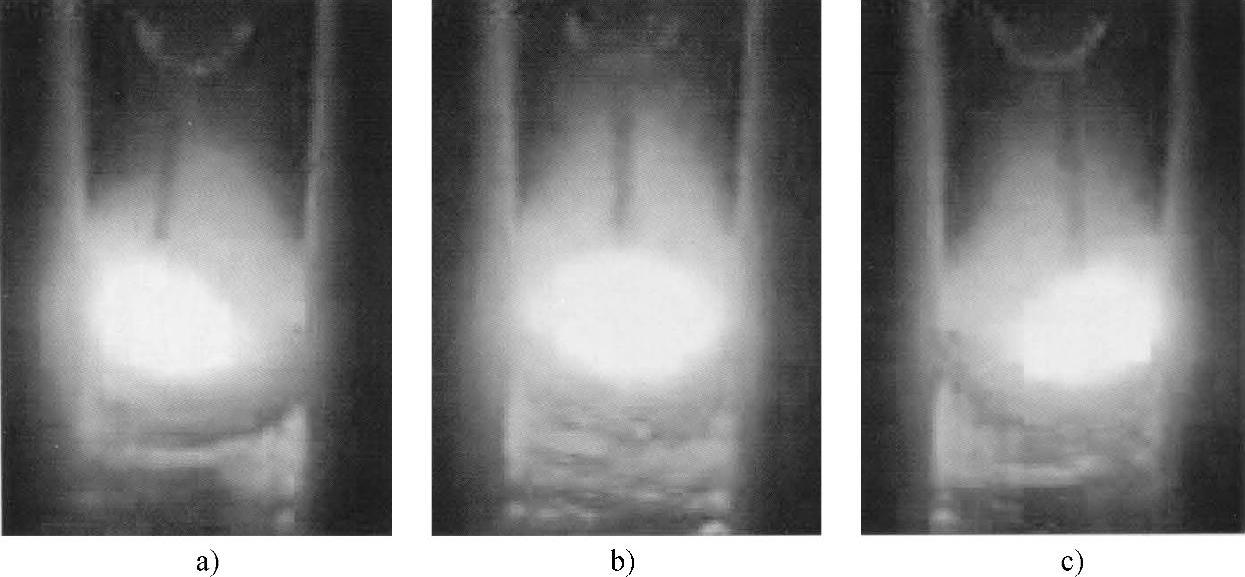
图4-51 窄间隙MIG自动焊焊丝的摆动形态
焊丝摆动机构的工作原理如图4-52所示,将焊丝摆动机构布置在导向管及拉丝辊轮之间,并在摆动机构前端增加一送丝导向管以利于焊丝的成形。将送丝辊轮移到摆动机构和导电嘴之间,送丝辊轮变成了拉丝辊轮。这样,焊丝就能以稳定的线速度送入导电嘴,稳定地燃烧。并且,在摆动辊轮与拉丝辊轮之间加设一对导向辊轮,可调节焊丝的弯曲半径,提高了焊丝的摆动频率。焊丝自导向管送至摆动机构上的摆动辊轮,摆板做往复摆动,焊丝被折曲成波浪形,送入导电嘴,随着导电嘴出口的焊丝不断送出熔化,电弧发生左右摆动。
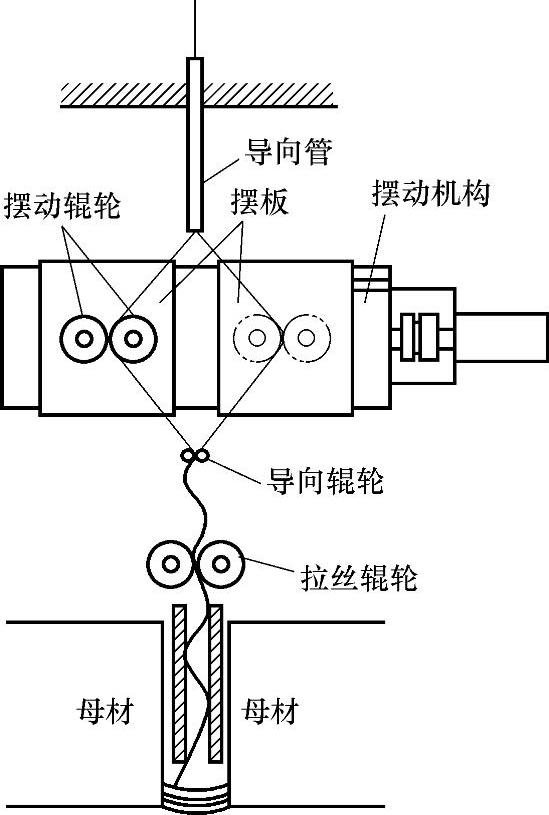
图4-52 焊丝摆动机构的工作原理
通过步进电动机的正反转可实现辊轮成形机构的往复摆动,而通过调节步进电动机的转速可调整辊轮摆动机构的频率,可通过控制步进电动机正反转的位移量调整摆幅。
焊丝摆动参数为:直径1.2mm的镀铜焊丝,摆幅15mm,摆动速度20mm/s,两侧停留时间0.1s,送丝速度15mm/s。焊丝被弯曲成近似正弦曲线的波浪形。
(2)麻花状焊丝窄间隙焊 该方法是将两根焊丝绞合在一起,呈麻花状,由于焊丝的刚度再加上焊丝端周围由焊接电流所产生的磁场,使电弧旋转,不需要摆动机构。但这种方法对制丝工艺要求较高,在国外有实际应用,在国内尚未有实际应用的报道。(https://www.daowen.com)
(3)焊枪摆动窄间隙焊 这种方法通过摆动机构使焊枪在坡口内整体横向摆动,如图4-53所示。由于摆动幅度较小,可焊焊件厚度低于100mm,目前这种方法已经基本不再采用。
(4)导电管摆动窄间隙焊 这种方法是导电管在坡口内左右摆动,如图4-54所示。这种摆动方式同样可以实现电弧的摆动,可焊接的最大焊件厚度为80mm,坡口间隙为14mm。
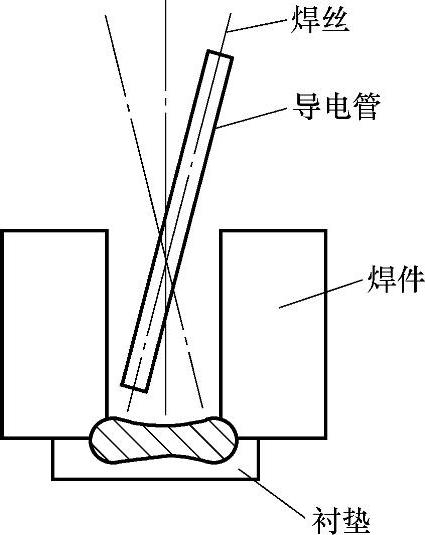
图4-53 焊枪在坡口内横向摆动
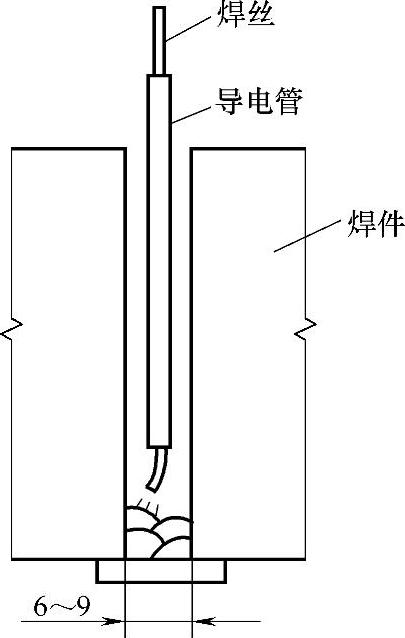
图4-54 导电管在坡口内左右摆动
(5)磁场控制摆动电弧窄间隙焊 这种方法电弧的摆动幅度和频率易于调节,调节幅度大,但需要外加磁场,且坡口中的磁场强度和分布受外界条件影响较大;电弧摆动幅度较大时,由于熔滴过渡的影响将导致焊缝成形不良。

图4-55 焊丝偏心旋转摆动原理
3.电弧旋转
旋转电弧焊接工艺在明显改善焊缝侧壁熔透的同时,还能提高焊丝熔化速度,因此是一种更为实用的方法。旋转电弧不仅可以起到电弧摆动的作用,还可以促进熔滴过渡,提高熔敷效率。
(1)高速旋转电弧窄间隙焊 这种方法通过电动机驱动齿轮高速旋转,从而带动导电杆、偏心导电嘴和电弧一起旋转,旋转半径为导电嘴的偏心量,电弧旋转频率可以达到100Hz,如图4-55所示。该方法的关键技术是焊枪的设计,现有的焊枪存在着以下缺点:
①采用齿轮传动,长时间使用会造成齿轮磨损而导致转动不稳定。
②焊丝只是绕导电嘴轴线转动,二者之间存在高速的相对运动,在焊接高温下导电嘴磨损严重,不能用于长时间连续焊接。
为了克服以上的问题,对旋转焊枪进行了改进,如图4-56所示。该焊枪采用空心轴电动机直接带动导电杆旋转,焊丝从电动机轴的空心通过,省略了齿轮传动,提高了旋转稳定性。高速旋转电弧焊接系统,主要由空心轴电动机、电刷、导电杆和偏心导电嘴等构成。送丝机送出的焊丝,通过电动机的空心轴和导电杆后,从偏心导电嘴送出。电刷与焊接电缆相接,同时在压缩弹簧的作用下,与导电杆上的法兰台面保持滑动接触,以实现电缆无缠绕下的焊接馈电。电动机直接驱动导电杆和偏心导电嘴运动,并带动焊丝端部的电弧以一定直径作高速旋转。导电杆上套装了一个光电编码器,用于检测旋转速度。根据需要,旋转速度可以在0~100Hz的范围内实时调节,更换不同偏心距的导电嘴可方便地调整旋转半径的大小。电弧旋转运动的过程和在接近焊缝左侧壁时的形态如图4-56b、c所示。由图4-56b可知,这种旋转工艺的主要参数有两个,即电弧旋转直径D和旋转速度N。由于电弧的高速旋转,焊接熔池得到了充分搅动,加快了对流传热过程,另一方面电弧会周期性地偏向两侧壁,因而可以在焊缝侧壁上形成足够的熔深,同时还可避免在焊缝底侧出现指状熔深,从而提高了窄间隙电弧焊接的质量。
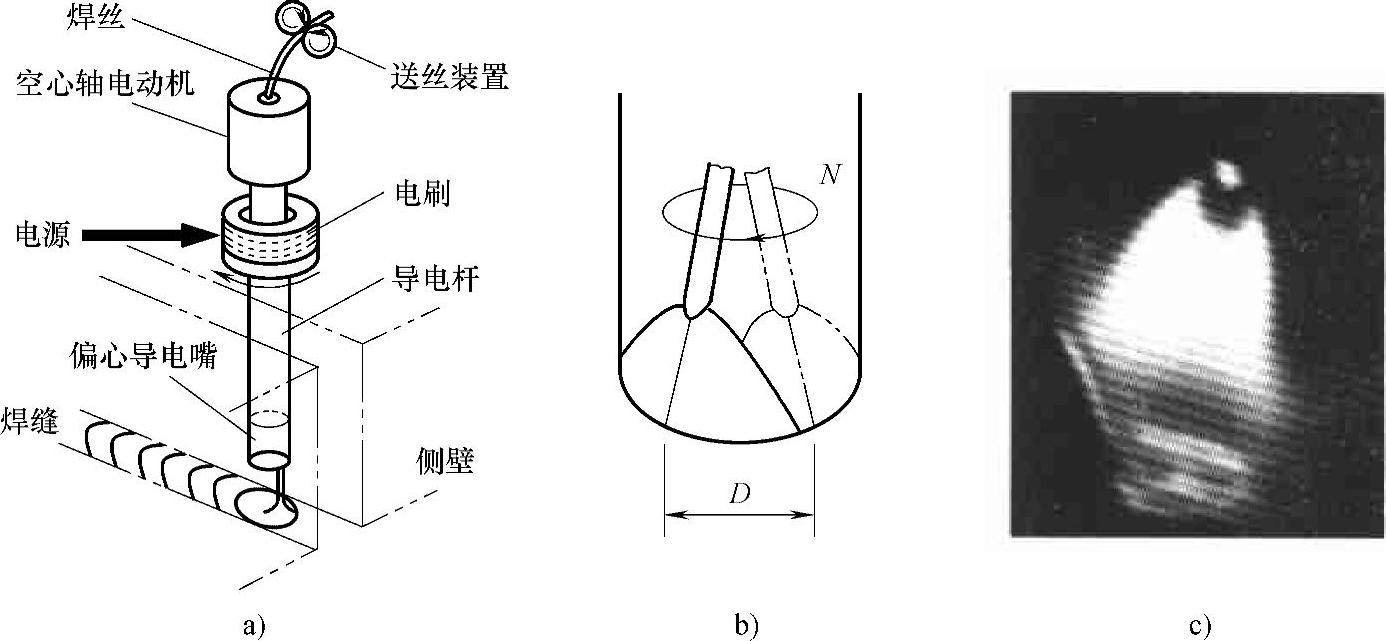
图4-56 新型高速旋转电弧窄间隙焊接系统的原理图
a)旋转机构 b)电弧旋转 c)实际电弧形态
该高速旋转电弧窄间隙焊接系统,使得焊枪更小、更轻,而且旋转噪声小、运动控制精度高;随着旋转速度和电弧电压增加,焊缝侧壁熔深和焊缝表面弯曲程度增大,而焊缝截面厚度则下降;当旋转速度增大时,作用在熔滴上的离心力增大,从而加快了熔滴过渡过程,使得同样电弧热输入条件下的焊丝熔化速度提高;旋转电弧焊能有效地避免指状熔深和侧壁熔透不足等不良焊缝成形,明显地提高了窄间隙焊焊接质量和焊接熔敷效率。
但高速旋转电弧焊枪的电源接入困难,由于导电杆旋转,焊枪电缆与导电杆之间不能直接连接,需要用电刷式石墨滑块连接二者,不仅制造复杂,而且由于磨损容易造成导电不良、导电嘴磨损大等缺点没有实质性的改进。
(2)高速旋转电弧焊焊接工艺
1)电弧旋转速度。在采用旋转电弧焊接时,随着旋转速度的增加,焊缝侧壁熔深和表面弯曲程度增大,而焊缝厚度则减小。这种变化趋势在旋转速度50Hz和100Hz时较为明显。电弧旋转明显地改善了焊缝侧壁熔深,避免了指状熔深的形成,从而有效地防止了未焊透、裂纹和气孔等一般窄间隙焊常见缺陷的出现。
在送丝速度不变的情况下提高旋转速度,焊接电流会出现下降的现象,其下降程度随旋转速度的变化而不同。出现这种现象的原因是,由于离心力的作用,在旋转状态下熔滴更容易脱离焊丝端部。也就是说,熔滴不需要过多的加热就可以脱离焊丝向熔池中过渡,这样过渡同样多的液态金属所需要的电弧热下降,因此焊接电流就会出现上述下降现象。鉴于此,为了保证焊接结果的可靠性,在不同旋转速度下的送丝速度是不同的,以使焊接电流不变。旋转速度过快会使作用在熔滴上的离心力增大,容易引起较多的飞溅。
2)旋转电弧电压。电弧电压对焊缝侧壁熔深的影响,随着电弧电压的增加,一方面电弧产热增大;另一方面由于弧长增长,电弧斑点活动范围变宽,使得输入到焊缝侧壁中的热能增加,从而增大了焊缝侧壁熔深。不过,在电弧电压为34V时,由于电弧搅拌以及侧壁过多热输入的作用,焊缝侧壁上的熔融金属下塌,出现了咬边现象。另外,当电弧电压增大时,焊缝表面弯曲量增加。另一方面,由于一部分热量用于增加侧壁熔深,同时弧长的增长又会增大电弧的热损失,结果导致了焊缝截面厚度的减小。
多层焊时,层与层之间熔合情况良好,并且在焊缝侧壁上形成了足够的熔深,没有出现未焊透等焊接缺陷,焊缝表面成形美观。
在焊接材质为低碳钢、板厚为20mm、坡口间隙为12mm的焊件时选用了以下焊接参数:焊接电流300A,电弧电压31V,焊接速度23cm/min,旋转直径5.2mm,旋转频率和电弧电压分别在0~100Hz和28~34V的范围内调节,导电嘴到坡口底部的垂直距离为18mm,保护气体采用Ar+CO220%(体积分数)的混合气体。
(3)旋转喷射窄间隙焊 这种方法以T.I.M.E焊接技术为基础,保护气体为Ar、O2和CO2的混合气体,在大电流下产生旋转喷射过渡,从而达到电弧旋转。在热输入为25kJ/cm、间隙为10mm时,焊缝熔宽可以达到17mm。这种方法的焊接参数区间较窄,与T.I.M.E技术一样,对保护气体的成分和比例要求严格,热输入较大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





