窄间隙熔化极气体保护焊与其他焊接方法相比,由于此方法对焊接参数的变化十分敏感,因而在窄间隙熔化极气体保护焊时,必须正确选择焊接参数,以保证获得高质量的焊缝。
1.电弧电压
在窄间隙焊中电弧电压是一个重要参数,它对坡口两侧壁的熔化深度起着重要作用。提高电弧电压,即弧长增大,不仅电弧热功率增大,而且电弧的加热范围加大,使坡口两侧壁熔化深度变大。若电弧电压过大,坡口侧壁将产生咬边,甚至造成夹渣等缺陷。如果电弧电压过低,那么坡口侧壁的加热作用减弱,焊道凸起。采用喷射过渡焊接时,电弧最稳定。在此过渡形式下,一般弧长较长,电弧电压较高。如果弧长过长,电弧将在坡口侧壁上产生回烧现象,造成导电嘴损坏,使焊接过程不能正常进行。为了避免发生回烧现象,曾在低电弧电压下进行短路过渡焊接试验,其结果是侧壁熔合不良,并且飞溅大,飞溅金属黏附在坡口两侧壁和导电嘴上,也会破坏焊接过程的稳定性。若采用脉冲电流进行焊接,不仅易实现喷射过渡,而且在低电压下电弧也很稳定,并使飞溅大大减少。
2.焊接电流
焊接电流决定着金属熔敷率、电弧的稳定性和焊道形状。
低热输入窄间隙焊接是从焊接接头的金相组织、力学性能和焊接变形等方面考虑的,应采用小焊接电流进行焊接。若焊接电流过大,则熔池深而窄,侧壁熔化深度浅,焊缝成形系数变小,将会增加焊缝中心的热裂敏感性。为获得良好的焊缝成形和适宜的焊缝成形系数,需对应于焊接速度来调整焊接电流。一般低热输入窄间隙焊接成形系数以1.2~1.6为宜。而高热输入窄间隙焊一般采用大电流焊接,所选取的焊接电流应使获得的焊缝成形系数为2.5。
3.焊接速度
确定焊接速度时,必须考虑热输入及熔化金属的流动性等因素。利用提高焊接速度来降低热输入是常采用而又容易实现的方法。但焊接速度过快,会使侧壁的熔化深度减小而导致熔合不良。若焊接速度过慢,则熔池存在时间长,液态金属的流动性增大,一旦熔融金属流入电弧下方,则会造成熔深减小,焊道层间熔合不良,应尽量避免这种现象的产生。(https://www.daowen.com)
4.保护气体
保护气体对于窄间隙熔化极气体保护焊是极其重要的,一般根据电弧的稳定性、焊道形状及接头性能来选择。
在窄间隙焊中希望得到凹形焊道,当采用氩气为保护气体在直流负极性下焊接时,焊道形状呈蘑菇状,对多层焊是不适宜的,而且易产生气孔,所以用纯氩为保护气体是不适宜的。在氩气中加入一定量的CO2,可显著改善上述缺点,Ar+CO2作为窄间隙熔化极氩弧焊的保护气体,可用于各种钢的焊接。最常用的混合气体成分是Ar+CO220%~25%(体积分数)。
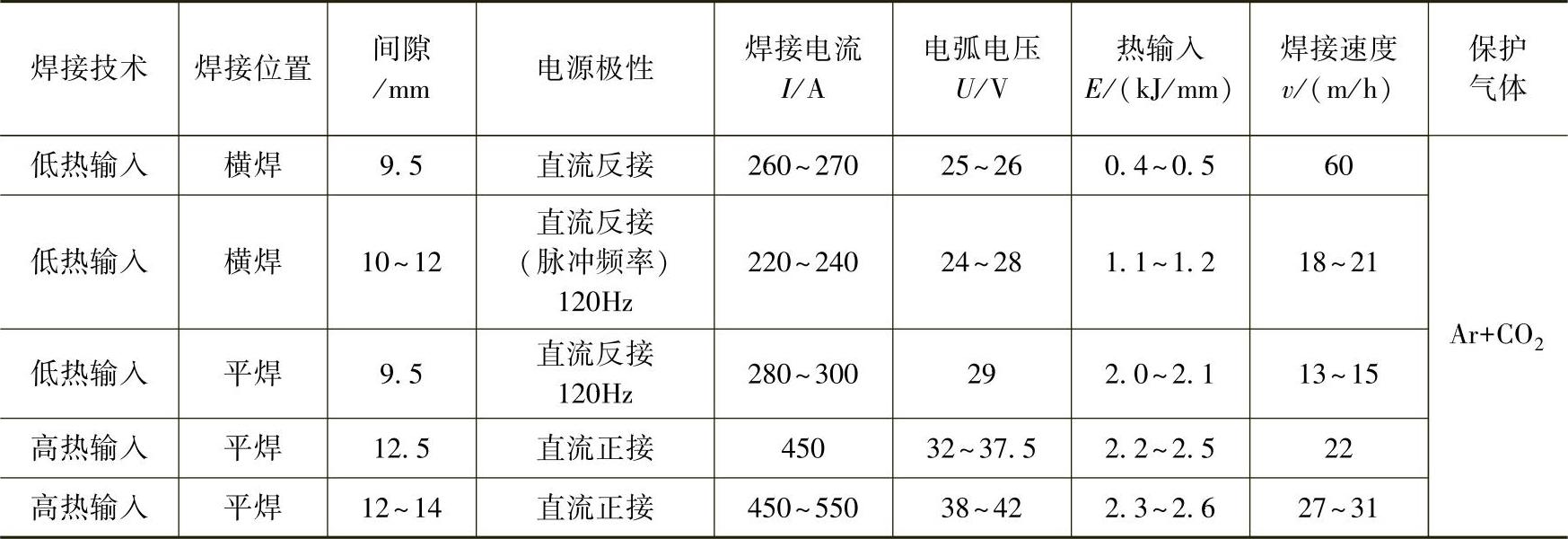
综上所述,焊接参数应根据母材的性能、焊接位置、允许的热输入、焊缝性能、变形及其他条件来选择。典型的焊接参数见表4-23。
表4-23 窄间隙熔化极气体保护焊的典型焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





