高热输入窄间隙熔化极气体保护焊是采用大直径(ϕ2.5~ϕ4.8mm,通常用ϕ3mm)焊丝,坡口间隙较宽(一般为10~15mm,常取12.5mm),采用较大的焊接电流进行焊接的一种方法。
1.送丝和保护气体输送方法
由于采用粗丝,焊丝的刚度大,焊丝经校直后直接伸入坡口间隙中,导电嘴和保护气体喷嘴处于坡口的外部,如图4-47所示。因而使输送保护气体方法变得简单,导电嘴与坡口侧壁之间不会产生短路,焊丝和侧壁间的短路也很少发生。焊丝伸出长度较长,比坡口深度要大一些,例如板厚为152mm时,焊丝伸出长度为162.5mm;板厚为76mm时,焊丝伸出长度为89mm。采用单道焊,一层一层往上焊,直至焊满整个间隙。当坡口深度大于90mm时,每焊完一层,焊丝伸出长度要缩短一些;在填充到坡口深度为90mm时,维持焊丝伸出长度不再改变,此后导电嘴随焊道的增高及时向上提升,而保护气体喷嘴始终保持在坡口的上部。为了防止由于焊丝摆动而造成电弧不稳,常采用由耐热钢制造并带有绝缘支撑的焊丝导向杆,使焊丝准确导向。由于间隙宽度大,允许焊丝相对坡口中心偏差小于1.5mm。
2.极性
在高热输入窄间隙焊接时,为了防止焊缝中产生裂纹,可以采用直流正极性焊接。生产实践证明,在窄间隙这一特定条件下,采用直流正极性焊接时,电弧燃烧稳定,焊接出的焊道浅而宽,每层焊道的成形系数大,产生结晶裂纹的倾向比负极性小得多。此外,正极性时焊丝熔化速度快,生产率也比负极性时高。
这种窄间隙焊接方法热输入高,熔池的体积大,不能进行全位置焊,只能用于平焊。在理论上该方法可焊的厚度无限制,但至今只焊到152mm,比低热输入窄间隙焊的焊接厚度小。(www.daowen.com)
低热输入或高热输入窄间隙熔化极气体保护焊均可采用脉冲电流进行焊接,使焊缝形状得到改善。高热输入窄间隙熔化极气体保护焊采用脉冲电流焊接,即使在负极性下,也可得到无裂纹的优质焊缝。
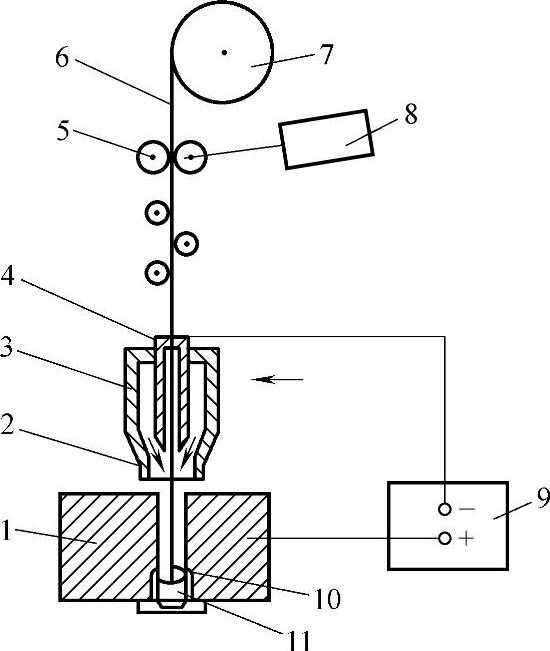
图4-47 高热输入窄间隙熔化极气体保护焊示意图
1—焊件 2—可换喷嘴 3—喷嘴 4—导电嘴 5—送丝轮 6—焊丝 7—焊丝盘 8—送丝电 动机 9—电源 10—电弧 11—焊缝
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






