各种窄间隙热丝TIG焊的基本原理和特点简述如下。
1.窄间隙热丝TIG焊
窄间隙热丝TIG焊的工作原理如图4-29所示。热丝电源可采用直流或交流,通过控制流过热丝的交流或直流电流来避免电弧偏吹。
2.开关型窄间隙热丝TIG焊
开关型窄间隙热丝TIG焊的工作原理如图4-30所示。采用高速切换的开关电源,以很高的开关频率来切换电弧电流和热丝电流,可以实现在增大电流无电弧偏吹的情况下获得很高的熔敷率。
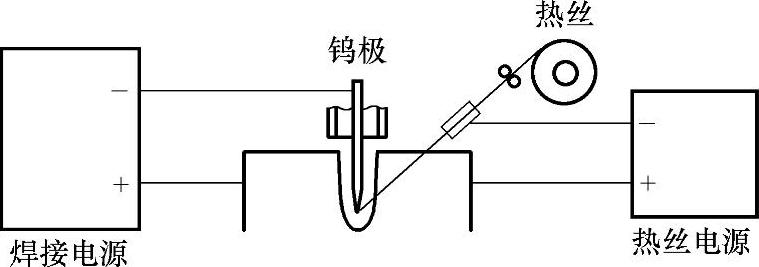
图4-29 窄间隙热丝TIG焊的工作原理
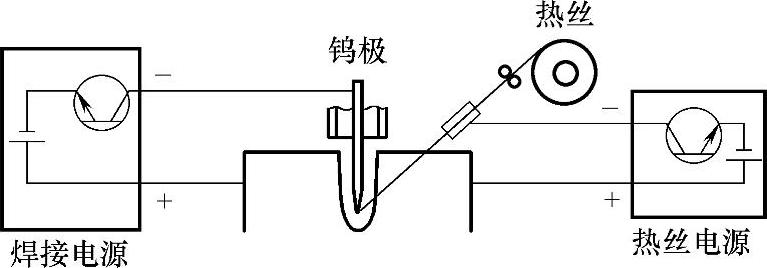
图4-30 开关型窄间隙热丝TIG焊的工作原理
3.双层气体保护窄间隙热丝TIG焊
双层气体保护窄间隙热丝TIG焊的工作原理如图4-31所示。通过流过外层喷嘴的气流来保护焊缝,由流过喷嘴中心的气体压缩电弧弧柱,从而使电弧的电流密度大大增加,提高了电弧挺度,避免了电弧偏吹,又达到了高熔敷率的目的。
4.摆动电极窄间隙热丝TIG焊
摆动电极窄间隙热丝TIG焊的工作原理如图4-32所示。这种方法是在焊机机头上安装了一个复杂的驱动机构,驱动坡口内的端部偏斜的电极进行摆动,以保持坡口侧壁的熔化,获得可靠的熔深。(www.daowen.com)
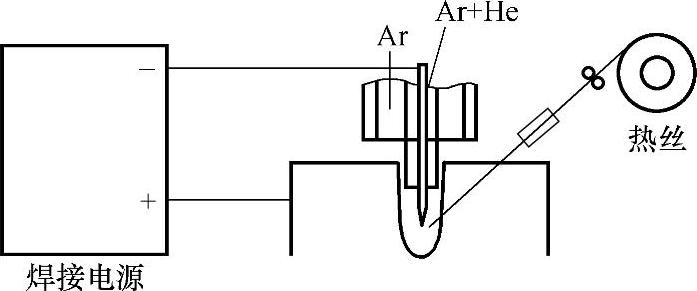
图4-31 双层气体保护窄间隙热丝TIG焊的工作原理
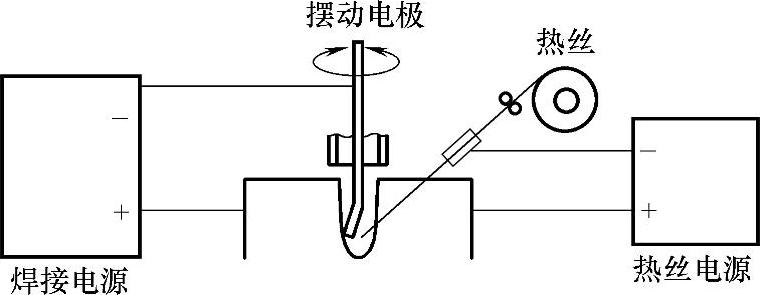
图4-32 摆动电极窄间隙热丝TIG焊的工作原理
5.高频脉冲窄间隙热丝TIG焊
高频脉冲窄间隙热丝TIG焊的工作原理如图4-33所示。脉冲频率一般为5~15kHz,脉冲峰值电流可达500A。由于脉冲频率高,脉冲峰值电流大,对电弧产生强烈压缩作用,从而可在间隙小于6mm的坡口内进行焊接。
6.双电极窄间隙热丝TIG焊
双电极窄间隙热丝TIG焊的工作原理如图4-34所示。该种焊接方法所用的电极为长方形,用绝缘材料保证两电极之间的绝缘,在两电极之间送入热丝,三者都采用脉冲电流,两个电极的脉冲和基值电流时间同步协调并互补。
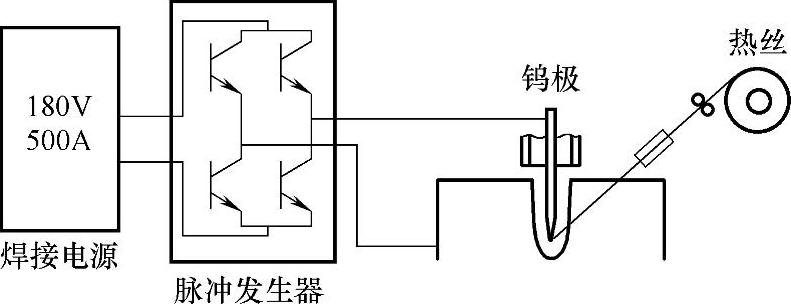
图4-33 高频脉冲窄间隙热丝TIG焊的工作原理
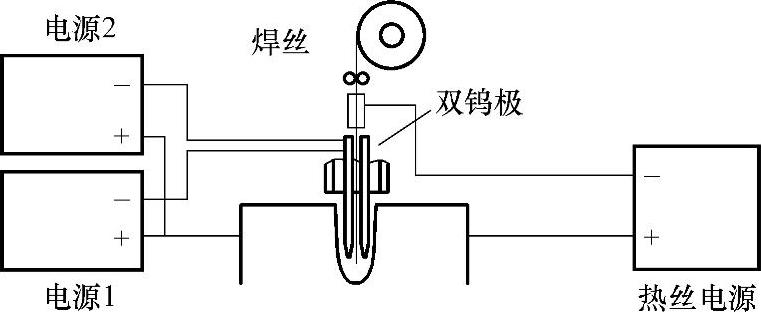
图4-34 双电极窄间隙热丝TIG焊的工作原理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







