采用TIG自动焊技术需要解决如下几个问题。
(1)坡口的组对 坡口的组对质量难以达到均匀一致的高精度,要求自动焊设备能根据坡口尺寸及偏差自动调整有关参数,以降低或消除坡口尺寸不均匀对焊接质量的影响。
(2)焊接参数匹配 由于焊缝空间位置不断变化,不同的焊接位置应有相应的焊接参数相匹配,因此要求焊接系统能根据焊枪所在的位置自动地调整焊接参数,实现在一道焊道上各处焊缝成形基本一致。应使坡口尺寸、焊接熔池的形状、焊接参数调节三者合理匹配,以保证焊缝的质量。
(3)侧壁熔合 为了保证焊接质量,在选择合理的坡口尺寸条件下,如何保证窄间隙TIG焊工艺在焊接过程中侧壁熔合良好,是保证焊缝质量的一个重要方面。
主要采用以下技术保证坡口的侧壁熔合。
1)电电弧偏吹技术。在一定的焊接参数下,当焊接熔池不能达到坡口的两侧,不能保证坡口两边侧壁熔合良好时,采用依靠电磁力使焊接电弧发生周期性的偏转,从而达到侧壁熔合。采用电电弧偏吹技术控制焊接过程中的电弧偏转。(www.daowen.com)
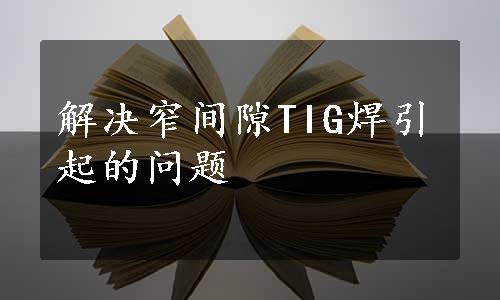
2)转动钨极技术。焊前将钨极端头磨出一定斜度,在焊接过程中将钨极始终对准坡口中心,旋转钨极,从而使焊接电弧发生偏转,以保证侧壁熔合良好,如图4-28所示。
3)脉冲技术。脉冲TIG焊可调参数多,能够精确地控制焊接热输入及熔池的形状和尺寸,可以用较小的热输入获得较大的熔深,从而减小了焊接热影响区和焊件变形。在焊接过程中,脉冲电流对点状熔池有较强的搅拌作用,而且熔池金属冷凝快,高温停留时间短,焊缝金属组织细密。脉冲TIG焊和普通TIG焊的主要区别在于它采用低频调制的直流或交流脉冲电流加热焊件,焊件加热熔化主要靠脉冲电流幅值按一定频率周期性地变化。焊接时通过对脉冲波形、脉冲电流的幅值、基值电流的大小、脉冲电流持续时间和基值电流持续时间的调节,就可以对焊接热输入进行控制,从而控制焊缝及热影响区的尺寸和质量。采用脉冲TIG焊在焊接过程中能够很好地控制焊缝的外观成形和焊接质量,而对于效率低的缺点可以采用窄间隙坡口进行解决。
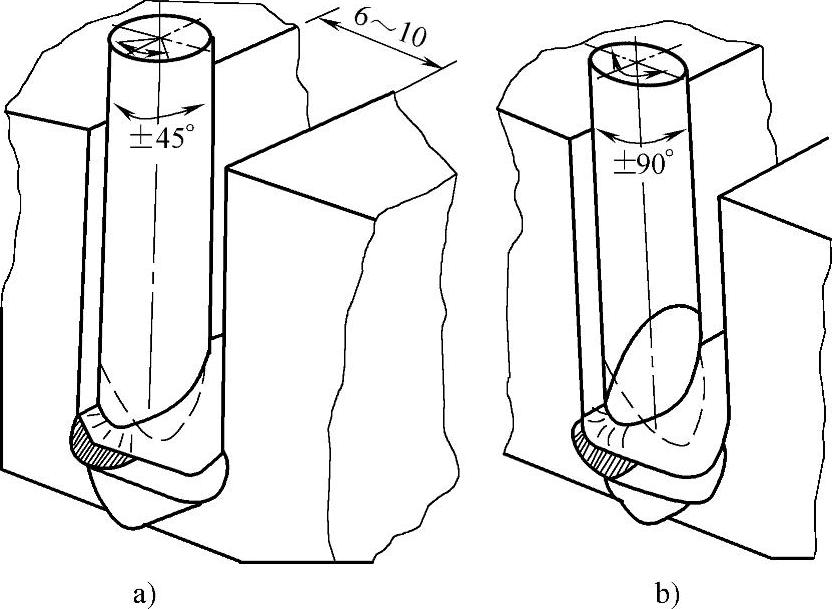
图4-28 转动钨极控制电弧偏转示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







