低能量输入焊接法(Low Energy Input,LEI)是一种新型的焊接方法,可以控制熔深,实现无飞溅熔滴过渡和良好的冶金连接。它将送丝与熔滴过渡过程协调起来,也就是采用推拉丝的送丝方式。当发生短路后,送丝机回抽焊丝,使焊丝与熔滴之间的液体小桥在电流较低的状态下拉断,从而使熔滴过渡无飞溅。该方法向工件输入热量很少,短路发生时电流较小,能量输入很低,主要靠燃弧时的电弧加热,向母材输入能量,整个焊接过程在冷热交替中循环往复,对焊件的加热受到控制,工件变形极小。该方法由北京工业大学开发,适用于薄板铝合金和薄镀锌板的焊接,还可以实现镀锌板和铝合金板之间异种金属的连接。
1.低能量电弧焊接系统的构成
低能量电弧焊接系统由焊接电源和送丝系统两部分组成,根据事先设定好的焊丝运动曲线,通过焊接参数配合焊丝运动,实现了短路后焊丝回抽拉断熔滴的推拉丝短路过渡,完成了低能量输入焊接过程。
整个系统的组成框图如图3-29所示。
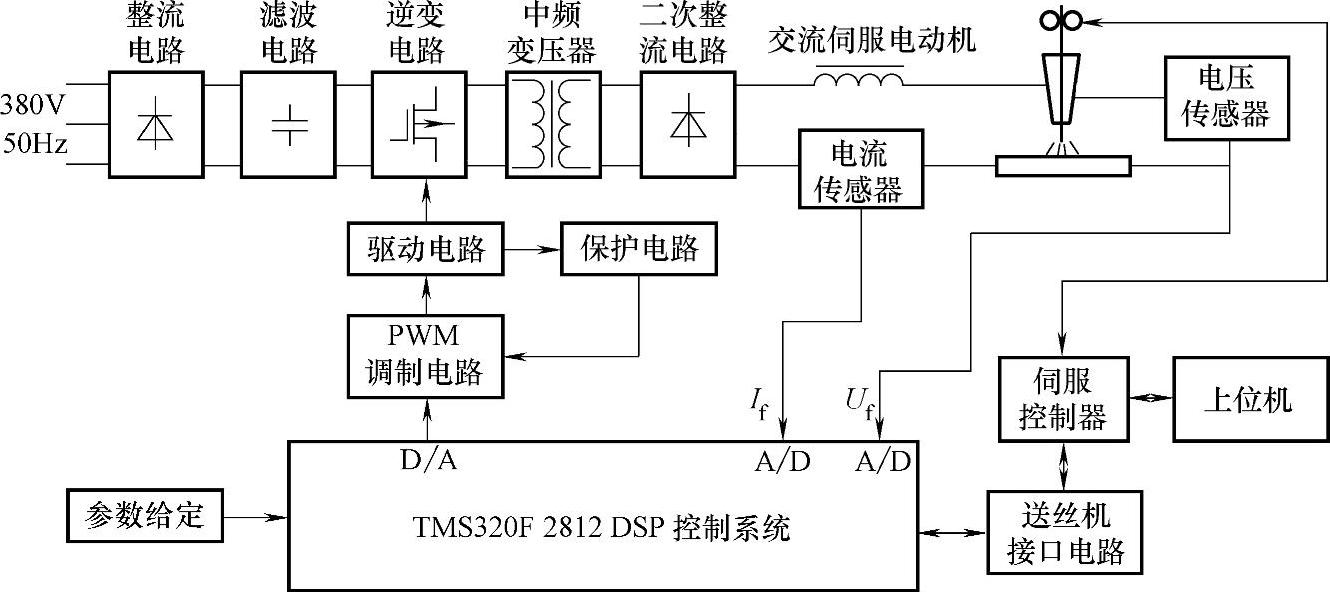
图3-29 低能量电弧焊接系统的组成框图
焊接电源采用逆变式弧焊电源。送丝系统要完成推拉丝的送丝方式,需要送丝电动机频繁地正反转,对于电动机及其控制要求极高。送丝系统由伺服控制器和交流伺服电动机两部分组成,在焊接过程中实时控制。
2.波形控制
波形控制包括送丝控制和电流波形控制两部分。通过相互配合,实现了稳定的推拉丝短路过渡。
(1)送丝控制 低能量焊接法采用推拉丝短路过渡的方式,焊丝做周期性的前进—回抽往复运动。在焊接时需要根据事先设定好焊丝的运动曲线,使焊接电流、电弧电压参数在短路/燃弧的不同状态下取不同的值配合焊丝运动,完成稳定的焊接过程。当电动机正转时,焊丝向下送进并发生短路;当根据焊丝运动曲线设定的焊丝前进时间到时,电动机反转,焊丝开始回抽,拉断熔滴并完成电弧的再引燃;在焊丝回抽时间到,电动机再次正转,焊丝开始向下送进直到发生短路,如此周而复始。送丝方向与焊接过程状态的对应关系如图3-30所示。
图3-31为焊丝运动曲线。图3-31a、图3-31b分别为焊丝运动的位移曲线和速度曲线,频率60Hz,周期16.7ms。从图中可以看出,在a—b时间内(0~9.5ms),电动机正向转动,焊丝前进;在b—c时间内(9.5~16.7ms),电动机反向转动,焊丝回抽;其中b点为换相点。
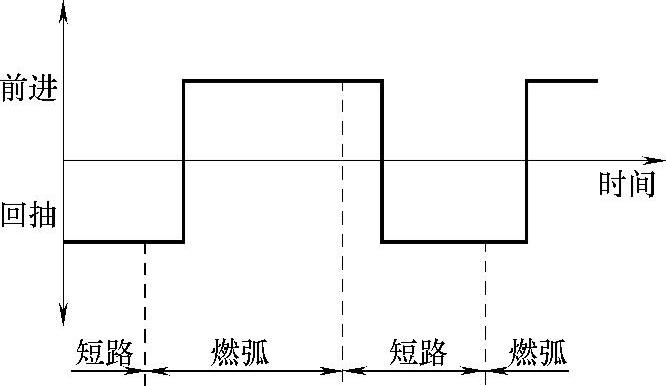
图3-30 送丝方向与焊接过程 状态的对应关系(https://www.daowen.com)
(2)电流波形控制 电流波形控制如图3-32所示。整个短路过渡电流波形周期由4段组成。其中a—b、b—c段为短路阶段,c—d、d—e段为燃弧阶段。a—b段为短路初期,这是将电流降至一个较小值IW,保证短路瞬间不出现瞬时爆断,防止飞溅产生;b—c段为短路后期,此时将电流升至一个稍大值Ih,保证在焊丝回抽拉断熔滴瞬间电弧顺利地再引燃,而且也有利于形成颈缩;c—d段为燃弧初期,将电流迅速提升至一个较高值,保证电弧顺利地再引燃并促进形成熔滴,该电流记作脉冲峰值电流Ip,在经过脉冲时间TP后到达燃弧后期,此时将电流降为基值电流Ib直到发生短路,Ib值较低用以维持电弧燃烧并保证低的能量输入,如图3-32中d—e段所示。通过电流波形控制配合送丝控制,实现了推拉丝短路过渡下的稳定焊接过程。
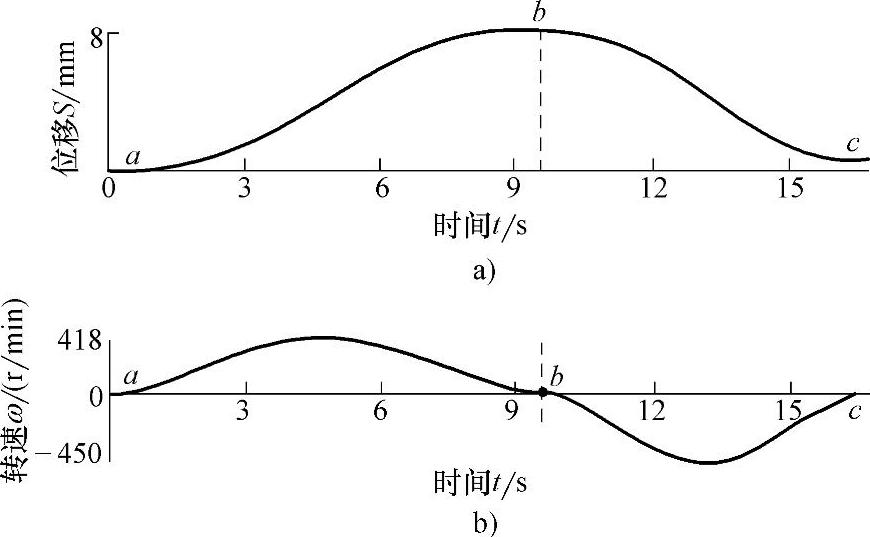
图3-31 焊丝运动曲线
a)位移曲线 b)速度曲线
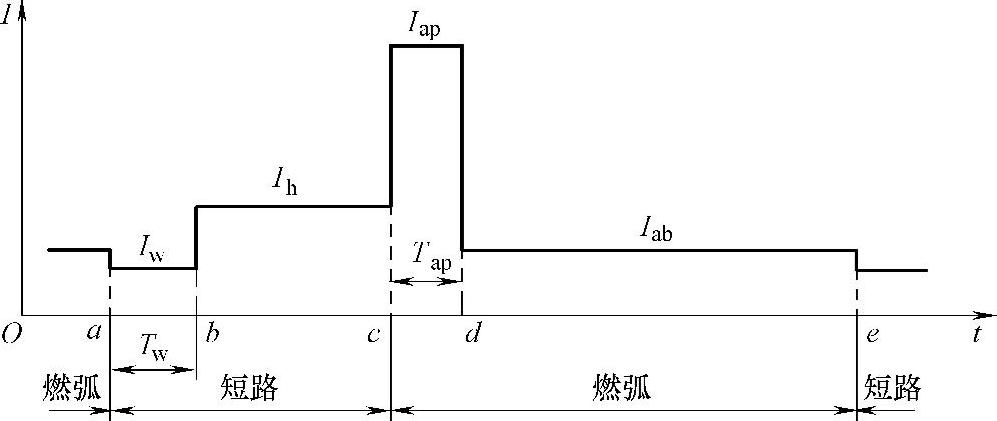
图3-32 焊接过程的电流波形控制
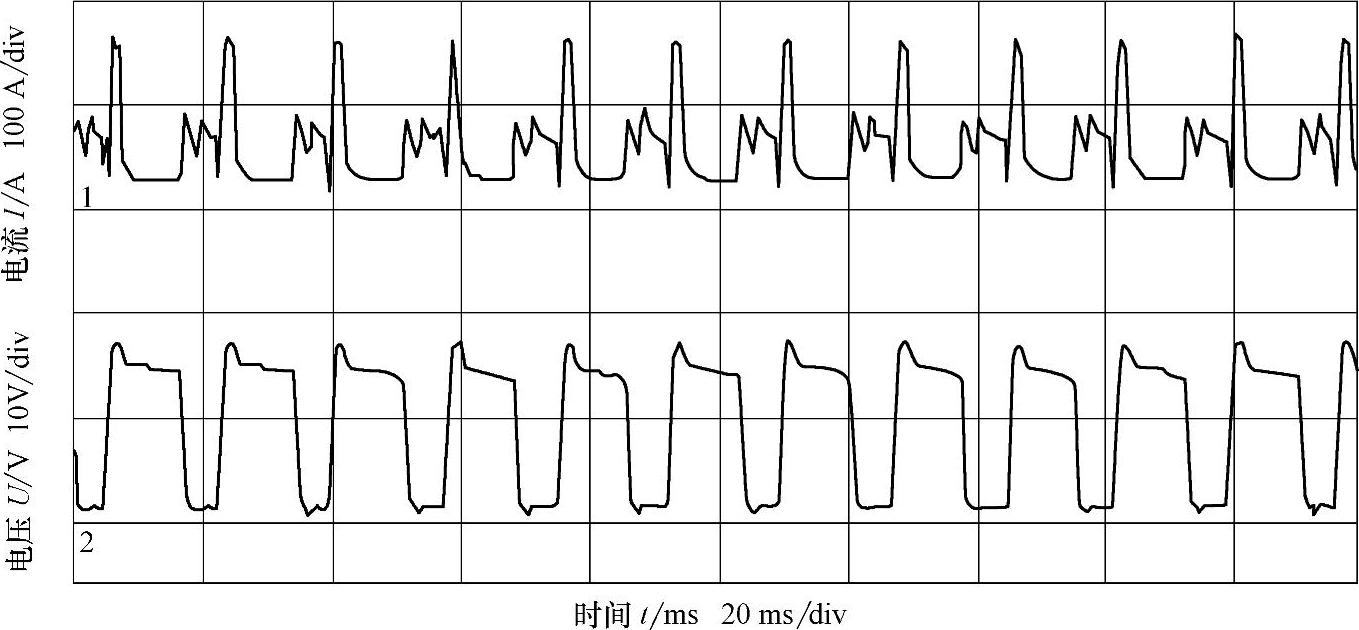
图3-33 低能量输入焊接电流和电弧电压波形
3.低能量输入焊接法的应用
使用低能量电弧焊接系统,焊接1mm厚的铝合金板3A21,采用图3-31所示的焊丝运动曲线,焊丝运动频率60Hz,每个周期的步距0.6mm。焊丝型号为SAL4043;焊丝直径为1.2mm;保护气体为Ar;气体流量为15L/min;平均焊接电流为46A;平均焊接电压为12.3V;焊接速度为0.65m/min。焊接电流和电弧电压波形如图3-33所示。短路过渡频率均匀、电弧稳定,焊接效果好。和普通的短路过渡相比,在短路时电流很小,降低了能量输入,熔滴靠焊丝回抽拉断,使整个焊接过程电流小、电压低、弧长稳定、几乎无飞溅,焊缝平滑、美观(见图3-34),满足低能量输入焊接的要求。
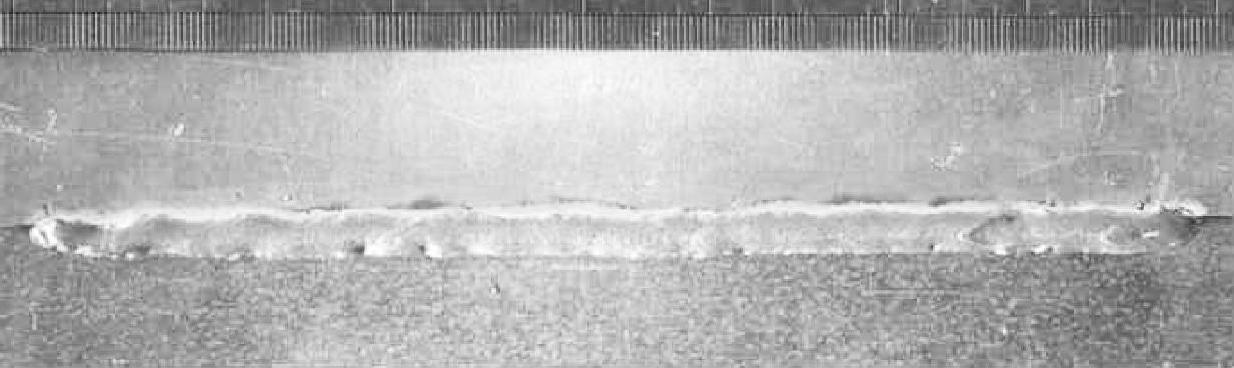
图3-34 焊缝成形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






