【摘要】:变极性MIG/MAG焊接工艺又称CP冷焊工艺,主要用于0.2~2mm薄板和有磁材料的焊接,可手工焊和自动焊;显著提高了焊接速度,减少了对母材的热输入和焊接变形。CP工艺利用特有的电流波形,严格控制负极基值参数在焊接过程中的热输入,以获得最佳焊接效果。图3-28 短弧冷焊工艺的电流、电压波形1—EN燃弧期 2—EN燃弧转换EP燃弧点 3—EP燃弧期 4—EP短路期 5—EP引弧转为EN燃弧点
变极性MIG/MAG焊接工艺又称CP(Cold Process)冷焊工艺,主要用于0.2~2mm薄板(钢、不锈钢、铝、镀层板、异种金属)和有磁材料的焊接,可手工焊和自动焊;显著提高了焊接速度,减少了对母材的热输入和焊接变形。
变极性MIG/MAG焊由焊丝的正极性时间和负极性时间所构成。其控制熔滴在焊丝正极性半波时间内过渡,并分别以短路和脉冲电流控制熔滴过渡。焊丝为负极性的主要作用是降低电弧输入熔池的热量和电弧对熔池的压力,并且提高焊丝的熔化速度,提高熔敷效率。
CP工艺利用特有的电流波形,严格控制负极基值参数在焊接过程中的热输入,以获得最佳焊接效果。实际焊接时,增加负极基值时间可以显著提高焊丝熔敷率,提高焊接速度,减少热输入。
特殊的电流波形保证了良好的搭桥能力和优良的焊接效果。在焊丝正极性半波时清理母材表面,氧化膜破裂,热量直接输入母材,脉冲电流峰值时熔滴无飞溅地过渡到熔池;在焊丝负极性半波时电弧围绕焊丝端部,热量输入焊丝从而使焊接熔池处于冷却状态,如图3-28所示。(www.daowen.com)
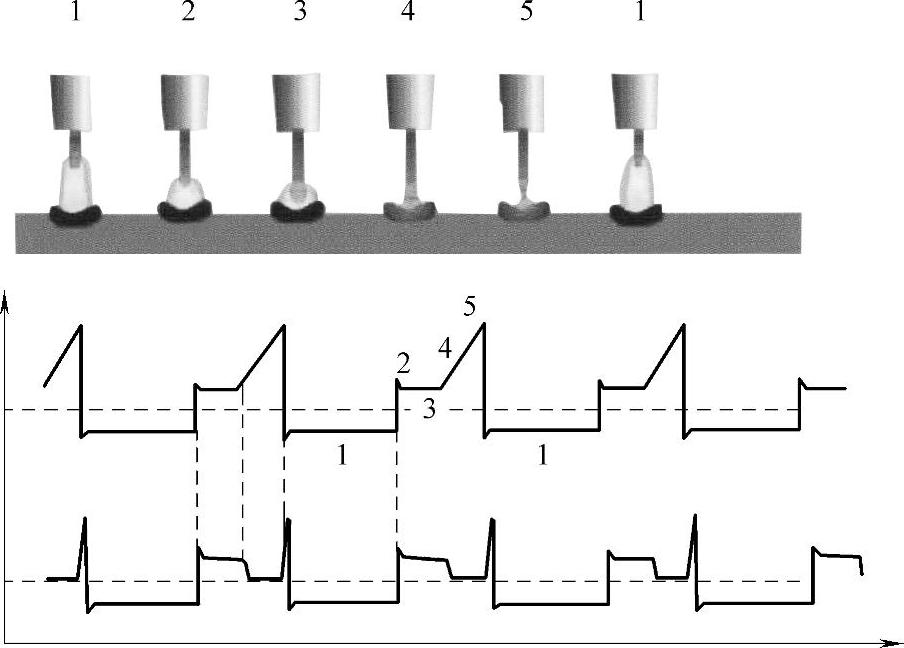
图3-28 短弧冷焊工艺的电流、电压波形
1—EN燃弧期 2—EN燃弧转换EP燃弧点 3—EP燃弧期 4—EP短路期 5—EP引弧转为EN燃弧点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




