1.双丝MAG焊的基本原理
双丝MAG焊的基本原理是利用熔池过热多余的热量来熔化填充焊丝增加熔敷率,用大电流提高焊接速度,其基本原理如图3-9所示。
在双丝MAG焊时,前面的焊丝产生电弧,称为熔化极焊丝;后面的焊丝为填充焊丝,它直接插入熔池。前丝的导电嘴与后丝的导丝嘴平行并且相邻地配置在一个喷嘴内。填充焊丝插入由熔化极焊丝的电弧所形成的熔池中,以熔池多余的热量来熔化填充焊丝。在大焊接电流和焊接速度的条件下,由于填充焊丝吸收了熔池的热量,使母材热影响区变窄,减少了变形,改善了焊缝成形。在焊接过程中,焊接电流一小部分流经填充焊丝到地线端而形成回路,使得通过熔化极焊丝和填充焊丝的电流方向相反,熔滴在反向电流产生的排斥力作用下向前倾斜,电弧被推向前方。填充焊丝即使与熔化极焊丝相邻,也不会产生飞溅,且能使填充焊丝顺利送入熔池中。
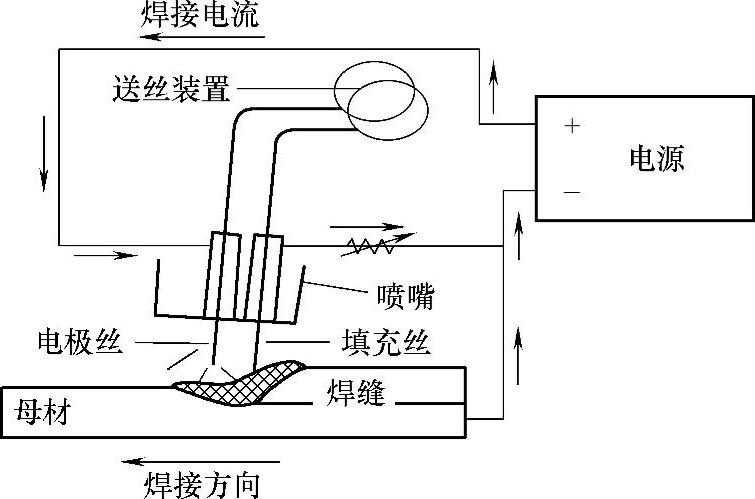
图3-9 双丝MAG焊的工作原理
此种方法已成功用于铝及铝合金的焊接。它不但可实现高速焊接,并且在大电流下也不产生起皱现象,而且还可实现薄板的稳定可靠高速焊接。(www.daowen.com)
2.双丝MAG焊的特点
(1)熔敷率高 由于利用熔池多余热量来熔化填充焊丝,在电源输出功率不变的情况下,大大提高了焊丝熔敷效率。例如采用直径ϕ2.4mm的熔化极焊丝和直径ϕ1.6mm的填充焊丝,焊丝熔化量高出单丝MIG焊1倍以上。由于填充焊丝送丝量可根据焊接电流大小独立控制,从而可依据不同接头形式和坡口形状选择不同的填充焊丝送丝量。
(2)减少了母材的热输入 由于母材的热输入少,从而减少了焊接接头的变形。
(3)焊接速度高 当采用直径为2.4mm的熔化极焊丝和直径为1.6mm的填充焊丝时,焊接板厚10mm的T形接头角焊缝,焊接速度为单丝MIG焊的2倍以上,可实现快速焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





