
虽然T.I.M.E焊工艺在连续大电流区间可以获得稳定的旋转喷射过渡,但保护气体成分中含有较高比例的昂贵氦气,使其焊接成本较高,难以被普通用户所接受,不利于推广。所以,以无氦或少氦混合气体作保护实现高熔敷率焊接成为多元气体保护焊工艺的发展趋势。
LINFAST焊接工艺由德国LINDE公司推出。它与T.I.M.E焊接方法相似,也是通过优化保护气体成分来改变电弧的物理特性,从而实现稳定的旋转喷射过程,其目的都在于提高焊接熔敷效率、改善焊接质量。
LINFAST的基本思想建立在通过慎重添加活性气体CO2、O2,使电弧类型得以控制,根据不同的焊接参数区间和不同的应用场合,选择不同的保护气体,以便进一步降低气体成本。例如,在较低送丝速度范围(15~20m/min)区间内,可采用Ar8%~CO218%(体积分数)气体。如果为了提高焊缝的熔深,则可加入20%~30%(体积分数)的氦气。当送丝速度超过20m/min时,可采用CORGONHe30和CORGONHe25混合气体,其成分见表3-2。其中CORGONHe30混合气体含较高的CO2,在送丝速度高达27m/min的情况下,也能可靠地控制喷射过渡电弧。
表3-2 常用LINFAST保护气体成分(体积分数:%)
 (www.daowen.com)
(www.daowen.com)
图3-7为LINFAST焊与传统大电流MAG焊的角焊缝截面比较图。由图中可见,采用LINFAST焊接工艺,尽管电弧产生了旋转,但通过正确选择保护气体和焊接参数,仍能得到很深的焊缝,这与通常认为旋转电弧只能得到扁平盆状焊缝的说法不同,而采用传统大电流MAG焊工艺,尽管焊接参数得到了优化,但在高速喷射过渡电弧的情况下,横截面上仍能看到指状熔深。另外,LINFAST焊接工艺电弧稳定且几乎没有飞溅。仅有少量焊渣覆盖在焊缝表面上。
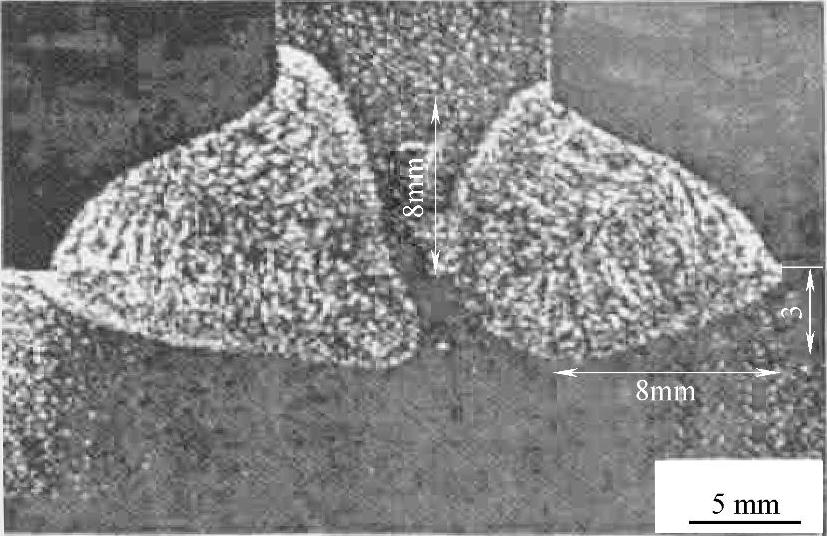
图3-7 传统大电流MAG焊(左)与LINFAST焊(右)的角焊缝截面比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






