【摘要】:由于在T.I.M.E焊时,送丝速度大,一旦发生送丝速度的波动,必然会影响焊接过程的稳定性,从而影响焊接质量。为了防止上述现象的发生,要求T.I.M.E焊设备的送丝系统应具有保持送丝平稳的能力,即一旦发生送丝速度波动时,系统有使送丝速度快速恢复的能力。T.I.M.E焊手持焊枪具有双路冷却系统和可调节导电嘴,电缆线长度有3.5m和4.5m两种。图3-6 T.I.M.E手持焊枪a)外形 b)内部结构
T.I.M.E Synergic焊机如图3-5所示,该焊机的技术参数为:焊接电流3~450A;电弧电压0~50V;负载持续率100%;最大送丝速度30m/min。
由于在T.I.M.E焊时,送丝速度大,一旦发生送丝速度的波动,必然会影响焊接过程的稳定性,从而影响焊接质量。为了防止上述现象的发生,要求T.I.M.E焊设备的送丝系统应具有保持送丝平稳的能力,即一旦发生送丝速度波动时,系统有使送丝速度快速恢复的能力。此外,当弧长变化时,焊接电源应具有快速调节能力,以保证焊接过程的稳定。
另外,实现T.I.M.E焊接工艺还需配以专用高性能恒压源,并具有电压反馈校正功能。T.I.M.E焊所采用的焊丝表面应具有很小的表面粗糙度值,以增加电导率、减小送丝波动;送丝装置的电动机功率要适当增大,应具备送丝速度偏差的反馈校正功能。
根据以上要求,T.I.M.E焊电源外特性应为恒压外特性,并且具有电压反馈校正功能,以保证电弧电压的变化量不大于0.2V。

图3-5 T.I.M.ESynergic焊机(www.daowen.com)
送丝系统应采用动态响应好的PWM控制,可以满足送丝系统对高速送丝调节的需要。该系统应能在0.5~50m/min范围内进行调节,并且应具备送丝速度偏差的反馈校正功能。
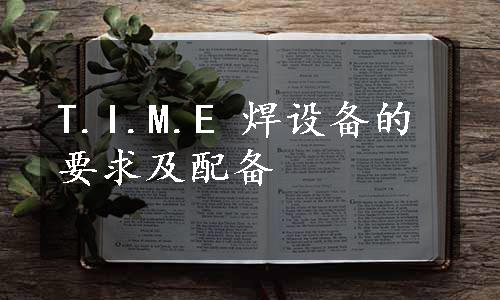
T.I.M.E焊手持焊枪具有双路冷却系统和可调节导电嘴,电缆线长度有3.5m和4.5m两种。其外形和内部结构如图3-6所示。
图3-6 T.I.M.E手持焊枪
a)外形 b)内部结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





