1.T.I.M.E焊的优点
(1)焊丝熔敷率高 与MIG焊相比,焊丝熔敷率提高了2~3倍,在平焊下焊丝熔敷率可达10kg/h;在其他位置焊接时,熔敷率也可达5kg/h。例如,MIG焊时采用ϕ1.6mm焊丝,电流为450A,送丝速度为16m/min,熔敷率为135g/min,而T.I.M.E焊时,采用ϕ1.2mm焊丝,电流为700A,送丝速度提高到50m/min,其熔敷率可达500g/min。由于T.I.M.E焊采用大的伸出长度焊接,不仅提高了焊丝熔敷率,并且对于相同板厚的焊件可以减小坡口角度,因而在同样送丝速度下可以焊接更长的焊缝,减少了焊丝用量,提高了焊接速度,从而大大提高了焊接生产率。
(2)可控制熔滴过渡形式 在T.I.M.E焊时,可以进行短路过渡、喷射过渡和旋转喷射过渡,如图3-4所示。在小间隙下实现挺度好的喷射过渡,可实现全位置焊接。
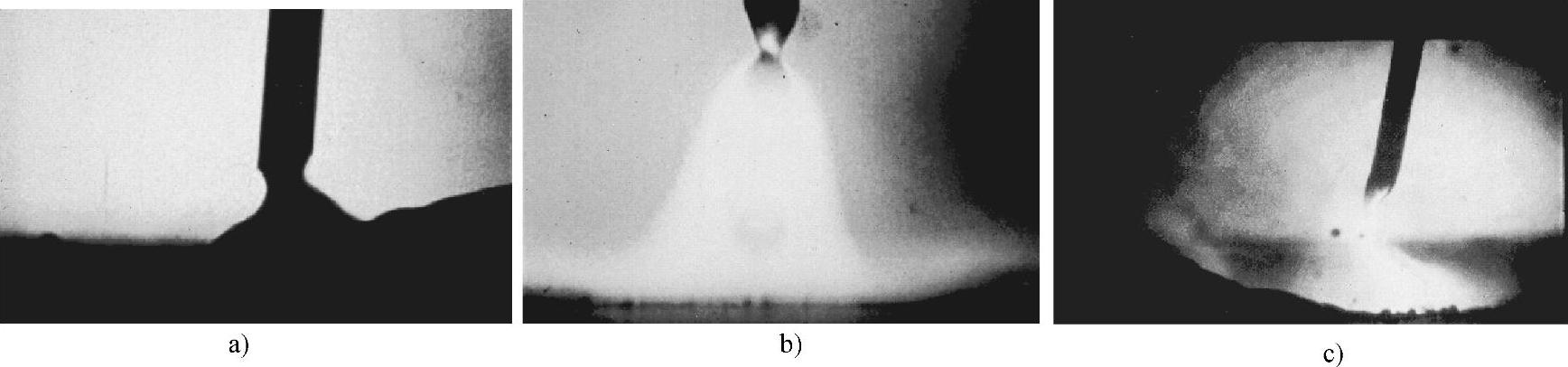
图3-4 T.I.M.E焊的熔滴过渡形式
a)短路过渡 b)喷射过渡 c)旋转喷射过渡
(3)焊缝质量好 用T.I.M.E焊对HY80钢进行全位置焊接试验,在熔敷金属中P的质量分数为MAG焊时的60%~70%,S的质量分数为MAG焊时的65%~80%,提高了焊缝的低温冲击韧度。
(4)改善焊缝成形 由于采用四元保护气体,改善了焊缝成形,减少了未熔合、咬边等缺陷的发生率。在稳定的旋转喷射过渡形式下,焊缝可获得碗状熔深,防止未熔合缺陷的发生,焊缝力学性能好。此外,因为焊接速度高,热输入低,所以焊接变形小。
2.存在的主要问题(www.daowen.com)
1)T.I.M.E焊时由于电弧热量高,因而其导电嘴和喷嘴必须采用水冷方式。
2)T.I.M.E气体对各成分的配合比偏差要求很高,对于氧的质量分数最大允许偏差为0.02%,其他成分最大允许偏差不能大于±4%,气体配比难度大。
3)由于采用大的送丝速度,为了避免送丝过程中的送丝速度波动,对焊丝质量要求高,要求焊丝表面具有很好的清洁度。
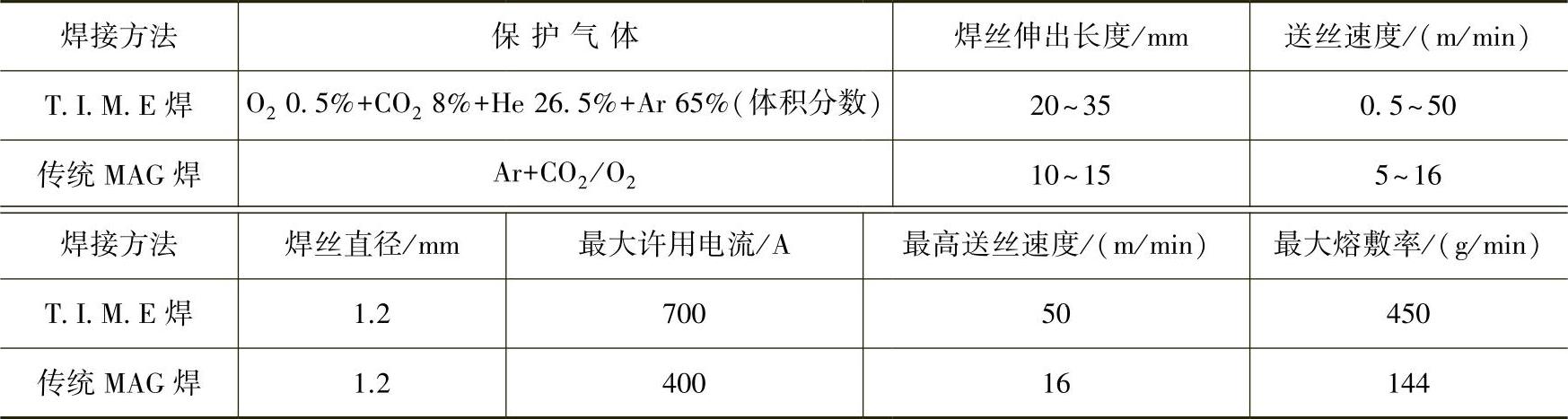
T.I.M.E焊虽源于传统的MAG焊工艺,但又与后者有着明显的区别。两者的主要不同点见表3-1。
表3-1 T.I.M.E焊与传统MAG焊一些参数的比较
T.I.M.E焊的弧长很长,电弧完全包围液流束,而且液流束较短。而常规大电流MAG焊的情况恰好相反,弧长很短,液流束较长且大部分不在电弧笼罩范围内。T.I.M.E焊呈现可控、稳定的旋转喷射过渡,如图3-4c所示。焊接过程飞溅小,焊接烟尘少,焊缝平滑美观、余高小。而传统大电流MAG焊的熔滴过渡呈不规则的旋转喷射过渡,焊接过程极其不稳定,飞溅大、烟尘多、成形差,根本无法应用于生产。T.I.M.E焊接工艺突破了传统MAG焊在大电流区间的瓶颈,开拓了MAG焊新的实用领域,大幅度地提高了焊接熔敷效率。
T.I.M.E焊可以焊接低碳钢、低合金钢、细晶结构钢、耐热钢、低温钢、高屈服强度钢、特种钢等,已应用于船舶、潜艇、汽车、金属结构、压力容器、坦克等制造工业中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





