T.I.M.E焊是在原有的MIG焊基础上,通过增大焊丝伸出长度,采用T.I.M.E气即四元保护气体和大的送丝速度,实现高速和高熔敷率的新焊接工艺。由于焊丝伸出长度增大,可充分利用焊丝伸出长度上的电阻热。T.I.M.E焊应用的保护气体(体积分数)为O20.5%、CO28%、He26.5%、Ar65%,此种四元保护气体称为T.I.M.E气体。通过增大送丝速度将焊丝熔敷率提高了2~3倍,其焊接过程如图3-2所示。在T.I.M.E气体中加入CO2和O2的目的是,CO2受热分解,对电弧有冷却作用,使电弧电压增高,同时它们均为氧化性气体,一方面降低了液态金属的黏度和表面张力,减少了熔滴尺寸,改善了焊缝金属的润湿性,另一方面又克服了电弧漂移现象,使得T.I.M.E焊在大电流下得到稳定的熔滴过渡,保证焊缝成形良好。在保护气体中加入了一定量的He,He为惰性气体,具有传热系数大的特点,和Ar气相比,加入了He的保护气体在相同的电弧长度下,电弧电压较高,电弧温度高,母材热输入大,同时改变了焊接电弧与液流束之间的相对位置和形态,使焊接电弧上爬,从而改变了液流束的受力状态,一方面使部分液流束被笼罩在电弧中,有利于液态金属过渡;另一方面,电弧上爬后,增大阳极斑点面积,作用力分散,同时蒸发、汽化对液流束形成的反作用力减弱。上述诸多方面因素联合作用的结果使得旋转喷射过渡的动力减弱,旋转速度减慢,使旋转喷射过渡的过程趋于稳定,如图3-3所示。焊接过程中飞溅减少,焊缝成形得到改善,从根本上解决了焊接电流“瓶颈”问题,从而实现了高熔敷率焊接。
与原有MIG焊相比,当送丝速度提高到50m/min时,熔滴过渡形式变为旋转喷射过渡,焊接过程稳定,焊缝成形由典型喷射过渡的指状熔深变为碗状熔深,减少了焊缝缺陷,改善了焊缝质量。
 (https://www.daowen.com)
(https://www.daowen.com)
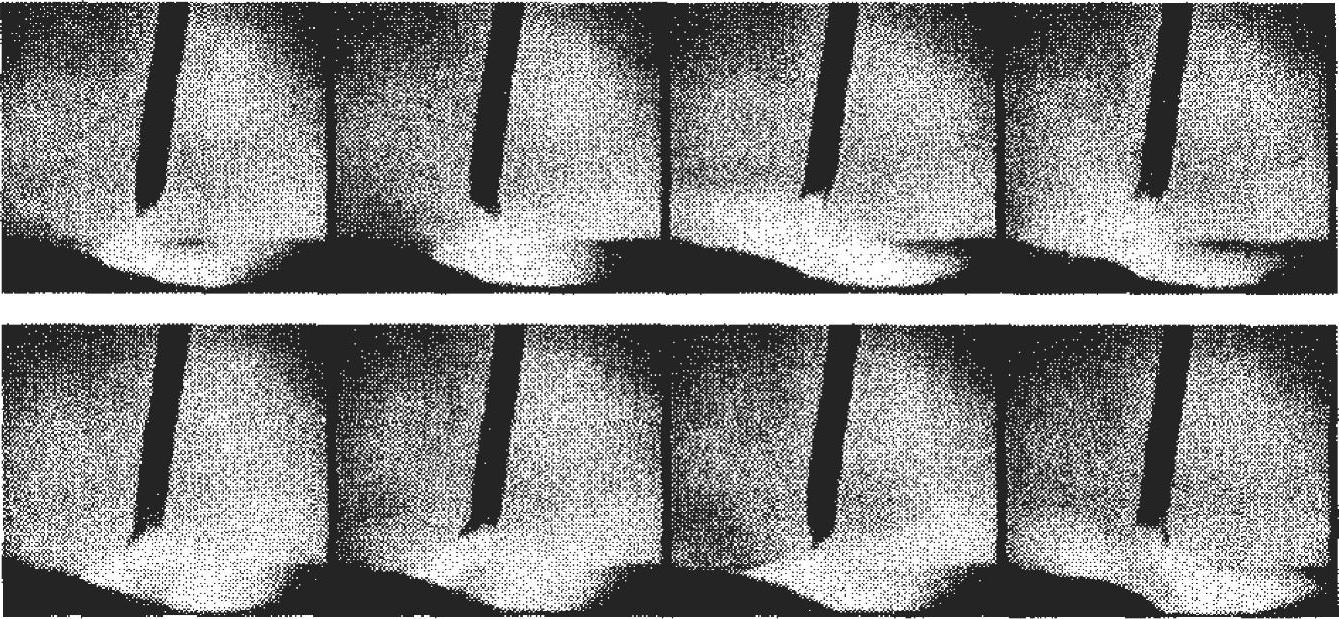
图3-3 T.I.M.E焊旋转喷射过渡过程 (vf=30m/min,I=515A,U=46V)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






