【摘要】:K-TIG焊是近年来推出的一种新型高效焊接技术,它是在传统TIG焊的基础上,通过焊枪的设计,采用大直径钨极,一般采用的钨极直径在6mm以上,甚至钨极直径可达10mm。K-TIG焊焊枪如图2-19所示。K-TIG焊适于焊接不锈钢、钛合金及锆合金等金属,不适于焊接热导率过高的铜合金及铝合金等金属,因为焊接时小孔底部过宽,焊接熔池不能稳定存在。
K-TIG焊(Keyhole TIG Welding)是近年来推出的一种新型高效焊接技术,它是在传统TIG焊的基础上,通过焊枪的设计,采用大直径钨极,一般采用的钨极直径在6mm以上,甚至钨极直径可达10mm。为了防止钨极烧损过快,其端部为平顶锥形,锥角为60°;焊接电流大于300A,甚至可达近千安培;通入大流量保护气体;焊枪采用水冷或冷却液冷却。因而,在如此大的焊接电流作用下,电弧电磁收缩力大大提高,K-TIG焊电弧在电磁收缩效应和热收缩效应的共同作用下,使电弧具有很高的挺度和冲击力,形成小孔,实现穿孔型焊接。K-TIG焊焊枪如图2-19所示。
该方法的特点是,采用I形坡口,最大焊件厚度可以达到16mm。焊接速度能达到300~1000mm/min,焊缝组织和接头的力学性能优于传统TIG焊。
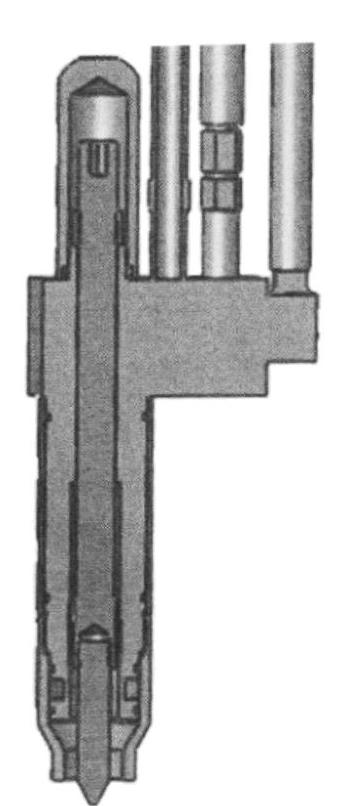
图2-19 K-TIG焊焊枪(www.daowen.com)
由于K-TIG焊为自由电弧,不像等离子弧受喷嘴孔径的限制,焊接过程中不会产生双弧,所以,即使在大电流下焊接,焊接过程也非常稳定。该种方法主要用于自动焊。
K-TIG焊适于焊接不锈钢、钛合金及锆合金等金属,不适于焊接热导率过高的铜合金及铝合金等金属,因为焊接时小孔底部过宽,焊接熔池不能稳定存在。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





