【摘要】:超声-TIG复合焊接系统,其装置如图2-17所示,由超声波发生器、TIG焊电源和焊枪三部分组成。超声- TIG复合焊焊枪由压电陶瓷换能器、超声变幅杆、钨极导电杆、陶瓷喷嘴、保护气体和水冷装置等组成。因此,超声-TIG焊的焊接方法在改善焊缝成形、提高焊接质量和效率等方面有着很大的优势。图2-18 普通TIG焊与超声-TIG复合焊焊缝宏观形貌对照a)普通TIG焊 b)超声-TIG焊

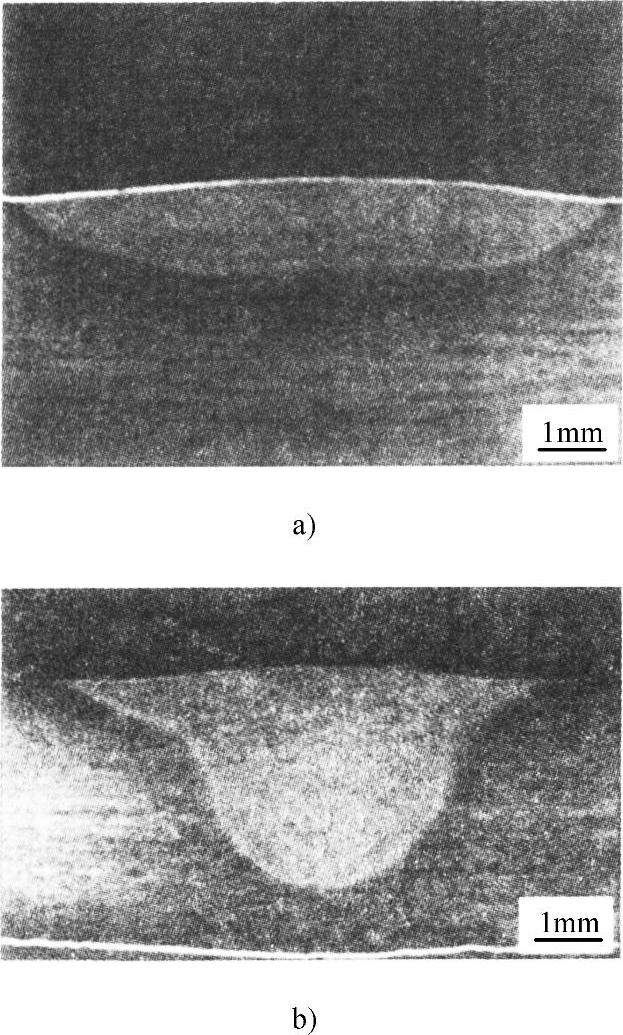
超声-TIG复合焊接系统,其装置如图2-17所示,由超声波发生器、TIG焊电源和焊枪三部分组成。TIG焊电源可以采用直流,也可以采用脉冲电源。超声- TIG复合焊焊枪由压电陶瓷换能器、超声变幅杆、钨极导电杆、陶瓷喷嘴、保护气体和水冷装置等组成。通过超声振动系统产生超声波,并通过机械装置与焊接电弧耦合,作用于熔池和电弧。超声振动系统可输出最大功率为300W、工作频率为20kHz的超声能量。TIG焊焊接电源提供稳定的焊接过程。通过机械耦合方式,将超声能量最终耦合到焊接电弧上。与普通焊接电弧相比,复合电弧具有某些超声特性是该系统的一大特色,超声波使电弧压缩,提高了电弧挺度,使熔深明显增加,深宽比增大,使焊缝的力学性能明显提高。304(06Cr19Ni10)不锈钢的超声-TIG焊,施加超声后熔深增加,深宽比增大,焊缝组织由粗大的柱状晶转变为细小的树枝晶和等轴晶,熔合区的组织更加均匀,如图2-18所示。因此,超声-TIG焊的焊接方法在改善焊缝成形、提高焊接质量和效率等方面有着很大的优势。
该方法能够在相对较小的焊接电流下获得较高的电弧压力,增加焊接熔深的同时,不会导致因焊接热输入增加而导致焊接组织粗大及焊缝性能下降等缺陷。
 (www.daowen.com)
(www.daowen.com)
图2-18 普通TIG焊与超声-TIG复合焊焊缝宏观形貌对照
a)普通TIG焊 b)超声-TIG焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





