高频振动送丝式热丝TIG焊(TIPTIG焊)新技术由奥地利发明并于1999年申请专利。该技术在欧洲及北美等工业发达国家已得到广泛应用。
1.TIPTIG焊原理
TIPTIG焊工作原理如图2-14所示。
TIPTIG焊采用了独特的高频振动自动送丝机构,在实现自动送丝的同时,并以每分钟上千次的频率高频线性振动。
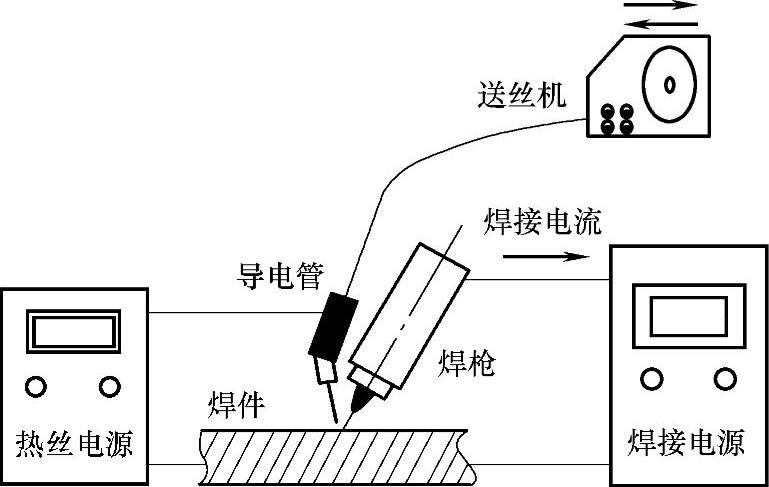
图2-14 TIPTIG焊的工作原理
焊丝的高频往复运动,促使熔滴主动脱离焊丝进而过渡到熔池中。与此同时,高频振动的动能通过焊丝,经熔滴传递给焊接熔池,从而对熔池液态金属产生了强有力的搅拌作用,改善了焊接冶金效果,有利于熔池内气孔、夹杂的逸出,TIPTIG焊时保护气体均采用氩气,使得其体现出TIG优质、MIG高效的技术特点。另外,TIPTIG焊接设备还具备热丝功能,实现对送入熔池焊丝的先行加热,这不仅可以明显改善熔敷率,进一步提高焊接效率,并且调整了焊接熔池的热输入,加快了填充焊丝的熔化速度,无论是对焊接速度,还是对焊接质量都产生了显著影响,并且降低了母材的稀释率。此外,该技术设备简单、操作方便,易于与机械手匹配,实现自动化。
2.TIPTIG焊的焊接系统组成
TIPTIG焊的焊接系统主要由焊接电源、振动送丝机构及焊枪组成。该设备采用全数字化控制方式,操作简单、工作稳定,并集焊枪循环冷却功能于一体。由于TIPTIG焊接电源设计内在的集成和受控性,控制反馈系统参数少,适用于自动化焊机,在机器人自动化焊机应用方面具备很大潜能。
送丝是焊接过程中非常重要的环节,TIPTIG焊采用了四辊送丝装置及送丝系统一体化的焊枪,实现了送丝的自动化。更为关键的是,TIPTIG焊送丝机构在实现自动送丝的同时,附加了高频往返机械运动。由TIPTIG焊送丝机构送出焊丝的速度可表达为
式中,v(t)为TIPTIG焊丝总体速度;v0为独立可调的四辊驱动、稳步向前的焊丝送进速度;F(t)为实现TIPTIG送丝机往复运动、方向周期性改变的力;m为装有焊丝的送丝机构整体质量。
由此可知,TIPTIG高频往复运动送丝机构使稳步向前送给的焊丝同时具备了高频线性振动功能,从而对焊接效率及焊接质量都产生了有益影响。
3.TIPTIG焊特点及应用
TIPTIG焊接新技术独特的送丝机构、专利保护的焊枪设计以及热丝功能,决定了TIPTIG焊的优质、高效技术特点。TIPTIG焊的焊接电流范围大(5~500A),焊接速度与脉冲MIG焊相近(手持式操作即能达到80cm/min),为传统TIG焊的3~5倍。(https://www.daowen.com)
TIPTIG焊焊接时,焊丝的高频振动有利于熔滴过渡,有利于焊丝的高速送进。大幅增加熔敷效率,从而为大焊接电流(5~500A)创造了条件,使焊接速度大幅提高(常规TIG焊焊接速度为5~20cm/min,而TIPTIG焊可达30~100cm/min)。较高的焊接速度一方面降低了对母材金属的热输入,还有利于焊缝的快速冷却成形,防止了焊缝金属的过度氧化。此外,由于热输入的降低,使得焊接热影响区明显减小,这不仅有利于减小母材金属焊后的强度损失,同时,还能够起到有效控制焊后变形的作用。并且高频振动的焊丝对焊接熔池所产生的搅拌作用克服了熔池表面张力,有利于液态金属中气体、夹杂的溢出,减少了焊接缺陷,并且促进了结晶过程液态金属的运动,控制焊接结晶过程,起到改善焊缝金属冶金、提高焊缝金属熔合,进而提高焊缝质量和性能。
因TIPTIG焊可实现电弧和送丝的分别控制,焊接缺陷少。且TIPTIG焊具有无飞溅、成形美观的特点,有效地减少了焊接过程中的烟雾及焊后打磨的粉尘污染,大大改善了作业环境,符合绿色环保,并降低了车间排烟除尘的设备成本开支。TIPTIG焊操作简单,并采用电弧、送丝一体化焊枪设计方式,因此易于实现自动化焊接。
因TIPTIG焊同时具备TIG优质、MIG高效的双重特点,已引起了广泛关注。该技术在NASA、西门子、西屋电气等国际知名机构和企业都得到了很大程度的应用。主要集中应用于航天、核电等对焊接质量要求较高的行业。中国海洋石油工程股份有限公司于2011年年初引进了此技术,实现了深海复合管线焊接技术方面的重大突破,现已成功地用于我国南海首条复合管天然气管线的铺设。
4.TIPTIG焊工艺
在TIPTIG焊接系统中,除焊接电流和与之相匹配的送丝速度是影响焊接质量的关键因素之外,图2-15所示的钨极长度L1、焊丝伸出长度L2、焊丝与钨极间的距离D,以及工作时焊枪的角度,同样会影响焊接稳定性,进而成为影响焊接质量的决定性因素。在焊接前,首先将钨极伸长到适合焊接及观察熔池的长度,并将导电嘴调整到适合焊接的位置,检查焊丝到钨极的距离,并确保焊丝通过钨极的中心。焊接操作时,确保焊丝能与熔池接触,并使焊丝与焊缝保持一定角度。图2-16所示为TIPTIG自动焊的操作。
由于TIPTIG焊具有优质、高效的技术特点,在铝合金TIPTIG焊时焊接速度与MIG焊相近,可达60cm/min,且焊接过程连续,焊缝表面光滑。更为关键的是,TIPTIG焊焊接铝合金时,高频振动的焊丝对熔池产生搅动作用,这一方面有助于提高熔池的冶金效果,同时促使液态金属中气体、夹杂的溢出,有利于铝合金焊接质量的大幅提升,具有无飞溅、焊缝质量优良、外观成形美观的技术特点。TIPTIG焊焊接速度较高,热输入相对较小,有利于解决不锈钢骨架MAG焊后变形严重的问题,以及能够减少不锈钢MAG焊后大量飞溅的清理、打磨工作。
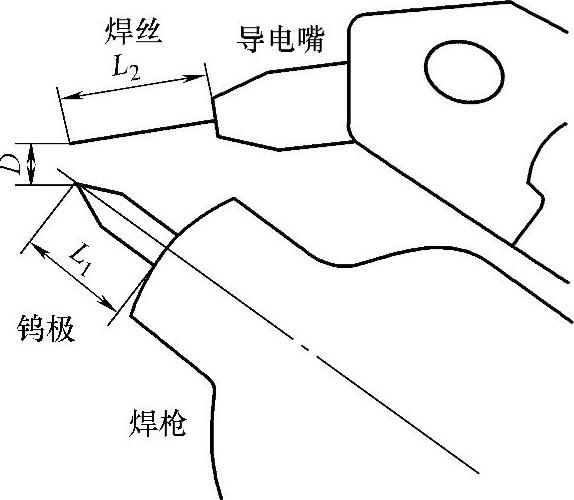
图2-15 焊枪与热丝导电嘴的位置
图2-16 TIPTIG自动焊的操作
TIPTIG焊焊接技术首次将高频振动送丝与钨极电弧结合在一起,可以实现很高的焊接速度、较低的热输入,良好的焊接冶金控制,很好地实现了优质和高效的结合。并且TIPTIG焊具有操作简单、设备投资少、易于实现自动化和工艺重复性好的优点。
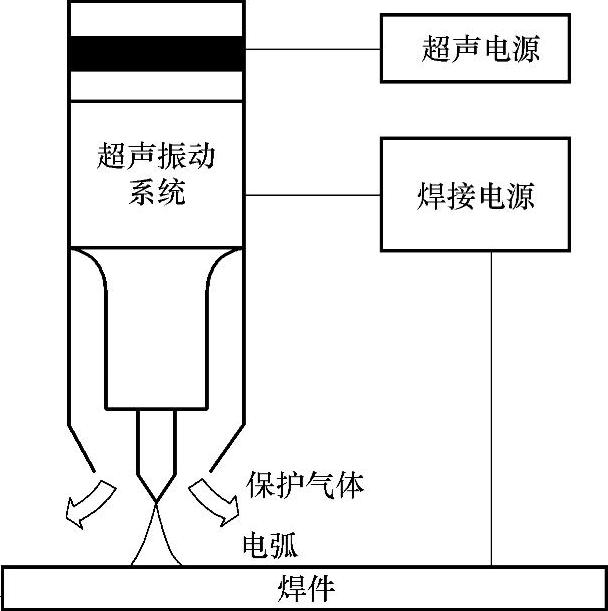
图2-17 超声-TIG复合焊的工作原理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






