【摘要】:图2-13 高频感应热丝TIG焊的原理高频感应热丝TIG焊是采用高频感应加热设备,借助高频交变的电磁场,在焊丝表面近层形成高密度的涡流,从而加热焊丝。与利用焊丝伸出长度上的电阻热的热丝TIG焊相比,高频感应热丝TIG焊最突出的特点:一是没有旁路电流磁场干扰,消除了电弧磁偏吹现象;二是高频感应加热效率高,加热速度快。
热丝TIG焊一般是通过附加预热电源,在焊丝伸出长度上通过一定电流,利用焊丝自身电阻产热来预热焊丝。这种方法由于在焊件和焊丝之间存在一条与焊接主回路相邻的热丝电流回路,产生的磁场相互影响,对电弧产生干扰,焊接电弧受到磁场洛仑兹力的作用而产生磁偏吹,对焊缝形状和电弧的准确定位产生不利的影响,磁偏吹严重时甚至不能焊接;再者,对铝及铝合金等电阻率较低的焊丝,电阻加热效率低,焊丝很难达到合适的温度,因而一般热丝TIG焊不适合Al、Cu等合金的焊接。
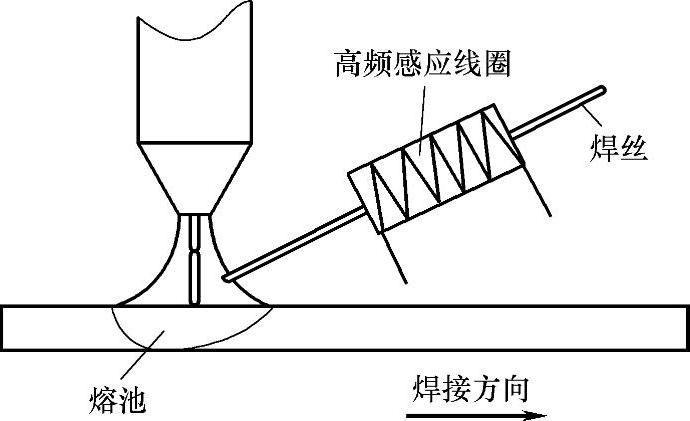
图2-13 高频感应热丝TIG焊的原理(www.daowen.com)
高频感应热丝TIG焊是采用高频感应加热设备,借助高频交变的电磁场,在焊丝表面近层形成高密度的涡流,从而加热焊丝。图2-13是高频感应热丝TIG焊的原理图。与利用焊丝伸出长度上的电阻热的热丝TIG焊相比,高频感应热丝TIG焊最突出的特点:一是没有旁路电流磁场干扰,消除了电弧磁偏吹现象;二是高频感应加热效率高,加热速度快。一般利用焊丝伸出长度上的电阻热的TIG焊送丝速度通常为1~3m/min,而高频感应热丝TIG焊送丝速度可达6~10m/min,这较常规TIG焊提高了3倍以上,大大提高了焊接效率。并且适用于各种金属材质的焊丝,特别是低电阻率焊丝的加热。通过对高频输出电流的控制可以精确地控制焊丝的温度,当送丝速度为6m/min时,焊丝最高温度达450℃,当送丝速度高达10m/min时,焊丝的温度也接近300℃,完全满足热丝焊对焊丝温度的要求。通过改变输出振荡频率,利用高频感应集肤效应,可以控制感应加热的深度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






