(1)焊丝的熔敷系数高 热丝TIG焊的最大特点是焊丝的熔敷系数高,其熔敷系数最大能为冷丝TIG焊的5倍,如图2-10所示。当TIG焊电弧能量为4kW(电流330A,电压12V)时,冷丝TIG焊最大熔敷系数为1.362kg/h,而热丝TIG焊可达到3.632kg/h,如果采取摆动方式填丝,熔敷系数还可进一步提高。热丝TIG焊甚至可与熔化极气体保护焊的熔敷系数相媲美,例如在管道焊接中熔敷系数和焊接速度接近于MIG焊,大大高于冷丝TIG焊。焊接速度和熔敷系数却比冷丝TIG焊焊高了近4倍。当然,在实际应用时并不需要如此大的熔敷系数,但是熔敷系数这一突破无疑对提高生产率有着重要的影响。
热丝TIG焊的熔敷速度较冷丝TIG焊提高2倍以上。
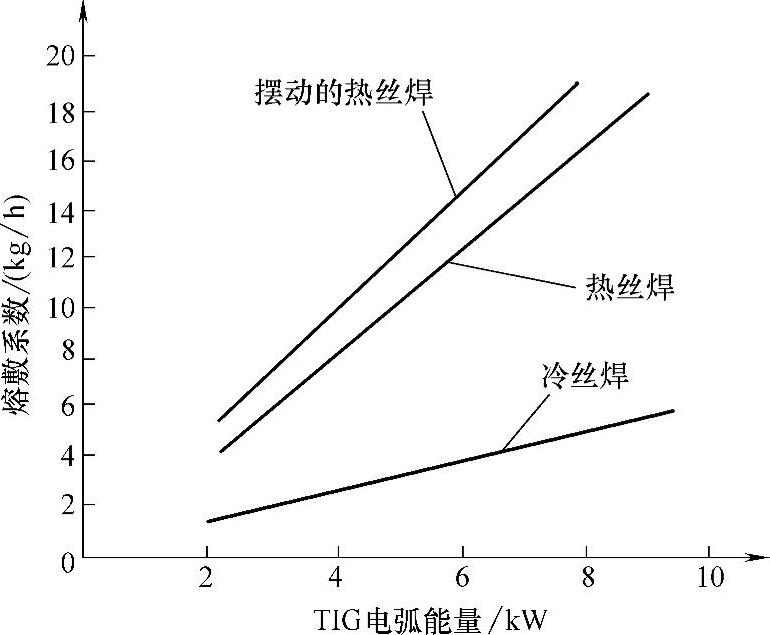
图2-10 热丝TIG焊和冷丝TIG焊的熔敷系数
(2)热输入低,焊接热影响区窄 与冷丝相比较,它的热输入较均匀,热影响区小,可有效降低焊接接头的冷脆性。热丝TIG焊与冷丝TIG焊、熔化极气体保护焊的焊接热输入比较见表2-7。因为热丝TIG焊焊接电弧主要用于熔化母材,形成熔池,而焊丝靠本身的热丝电源加热,热丝熔化所需能量的85%是由电流供给的,15%由电弧提供。因此在较低的焊接热输入下,其焊接速度已达到或超过普通熔化极气体保护焊水平。例如,TIG焊电弧能量5850W(电流450A、电压13V)时熔敷系数达5.45kg/h。热丝TIG焊的总能量约为熔化极气体保护焊的80%。从表2-7中可以看出,在热丝TIG焊5.45kg/h的熔敷率下,熔敷金属所需能量为1366W/(h·kg),较MIG焊少,不足冷丝TIG焊的1/2。焊接过程中,熔池的热输入相对减少,因此,使得焊接热影响区变窄,这对某些热输入敏感的材料焊接具有更为重要的意义,有利于提高这些材料的接头质量。
表2-7 几种焊接方法的焊接热输入比较
 (www.daowen.com)
(www.daowen.com)
(3)可以单独调节电弧电流和热丝电流 由于分别调节TIG焊电弧电流和热丝电流,焊接参数选择范围较广。电弧功率和送丝速度分别控制,能够准确控制焊缝余高和最终的焊缝成形。
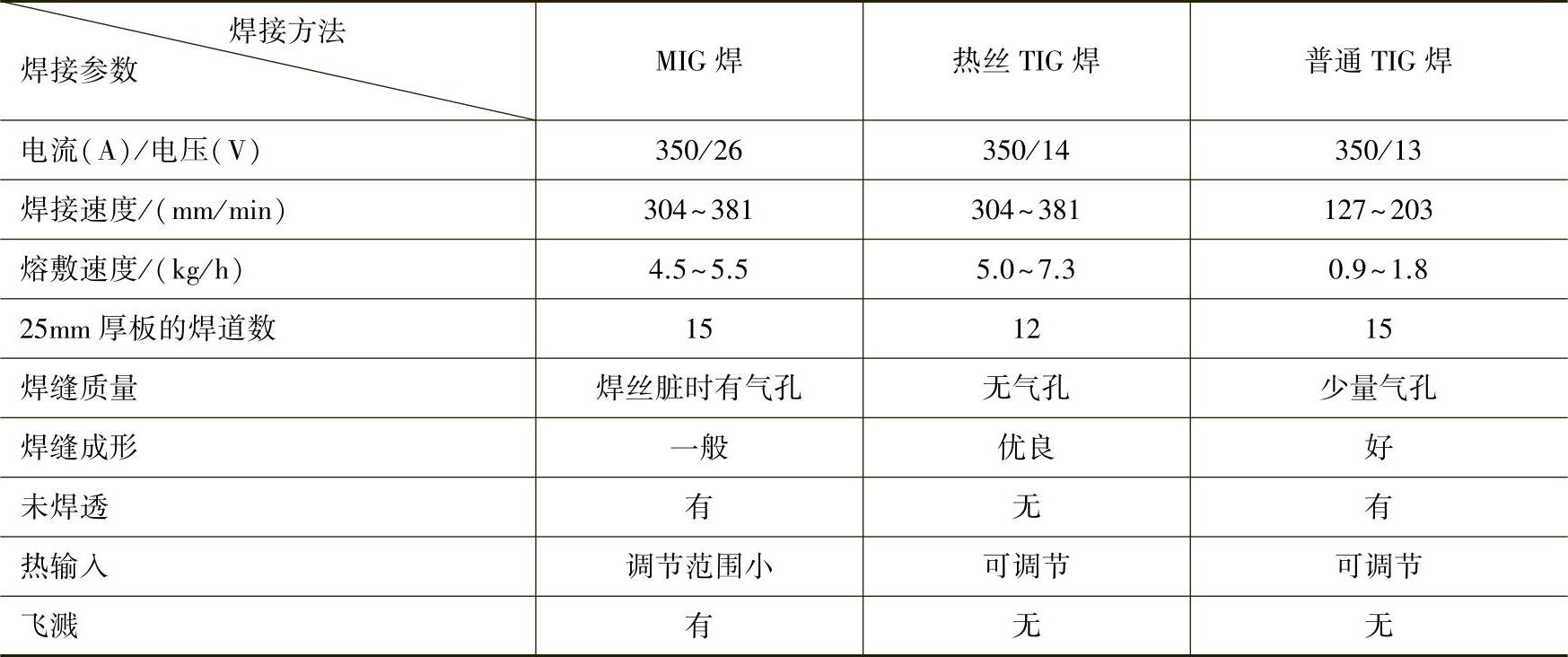
(4)焊缝力学性能优良 焊丝表面的水分、油、锈是造成焊缝产生气孔的主要原因,通常情况下,增加焊丝送丝速度会加剧气孔产生,但对热丝TIG焊来说,在较宽的焊接范围内却不会出现气孔。这是由于当焊丝接近于熔池时,其伸出长度上的电阻热已将焊丝表面的易挥发物去除干净,因此热丝TIG焊还能有效消除焊缝气孔,提高焊接质量。一般情况下,熔敷系数高,焊缝韧性会下降。但是,通过调整焊接设备和焊接工艺,热丝TIG焊焊缝性能得以改善。在焊接低合金高强度钢时,当熔敷系数为3.5~5.5kg/h时,其焊缝性能与常规冷丝TIG焊焊缝性能相当,甚至优于冷丝TIG焊焊缝性能。因此,热丝TIG焊具有在较宽熔敷系数范围内焊接高质量焊缝的能力。表2-8为三种焊接方法的焊接参数和焊缝质量对比。
表2-8 三种焊接方法的焊接参数和焊缝质量对比
总之,热丝TIG焊电弧稳定、无飞溅,焊缝成形美观,可显著减少焊缝咬边概率,明显提高钨极氩弧焊的工艺灵活性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







