A-TIG焊能增加熔深,是由于活性焊剂对电弧、熔池表面张力和阴极斑点等共同作用的结果。
1.电弧收缩学说
活性焊剂在电弧的高温作用下,产生蒸发并以原子态包围在电弧周围区域。在电弧中心区域,电弧的温度高于活性焊剂组分分子的分解温度,保护气体和活性焊剂的原子被电离成电子和正离子。由于电弧周围区域温度相对较低,活性焊剂蒸发的元素仍以分子和原子形式存在,被分解的原子大量俘获该区域中的电子形成负离子,使电弧周围区域作为主要导电的电子大大减少,导电能力下降,迫使电弧收缩,如图2-4所示。其次由于活性焊剂的各组分均为多原子分子,在电弧温度下发生热解离而产生明热反应,也迫使电弧压缩。
电子亲和能越大,越易形成负离子,因而氟比氯更有利于电弧收缩。虽然氧化物的电子亲和能比卤化物小,但其解离温度比卤化物高。在相同的条件下,解离温度越高,越有利于电弧收缩。
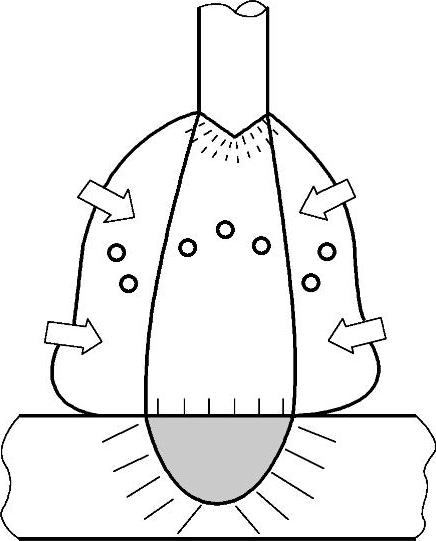
图2-4 负离子引起的电弧收缩
活性焊剂的组成物本身是不导电的,其熔点和沸点都比被焊金属高,因此只在电弧中心温度较高的区域有金属蒸气,从而使活性焊剂涂层的存在机械性地限制了阳极斑点区,使电弧不能扩展。
以上作用原理已通过试验研究发现,在活性焊剂存在的情况下,阳极根部呈收缩状,相反在一般TIG焊时,阳极斑点为发散状,阳极根部形状对熔池表面温度分布也有强烈的影响。(https://www.daowen.com)
以上原因造成电弧自动收缩、电弧电压增加、热量集中,从而使焊缝熔深增加。
2.熔池表面张力学说
表面张力理论认为,熔池金属流动状态对焊缝的几何状态有很大的作用。一般焊缝金属在熔化状态下,表面张力具有负的温度系数,即熔池液态金属从表面张力小的区域向表面张力大的区域流动。表面张力决定于熔池液体表面温度梯度和熔池金属中存在的某种微量元素或接触到的活性气氛(如O、S)。熔池中不存在活性元素时,熔池表面张力一般随温度升高而降低。在电弧正下方的熔池中心处表面张力较小,而熔池边缘表面张力较大。这种表面张力的分布使熔池中液态金属中心向边缘流动,如图2-5a所示。这种液态流动模式使得焊缝宽而浅。一旦熔池中含有某些微量元素或表面活性元素,则熔池液态金属从熔池边缘向中心流动,形成图2-5b所示的流动状态,可有效地使熔池中心高温传递至熔池底部,形成冲刷作用,形成了一个相对深而宽的焊缝。
也有人通过试验研究,发现活性焊剂在焊接过程中分解,使熔池中含氧量增加,从而改变了熔池的张力。只有熔池中氧的含量在一定范围内时,才能最大地增加焊缝的熔深。
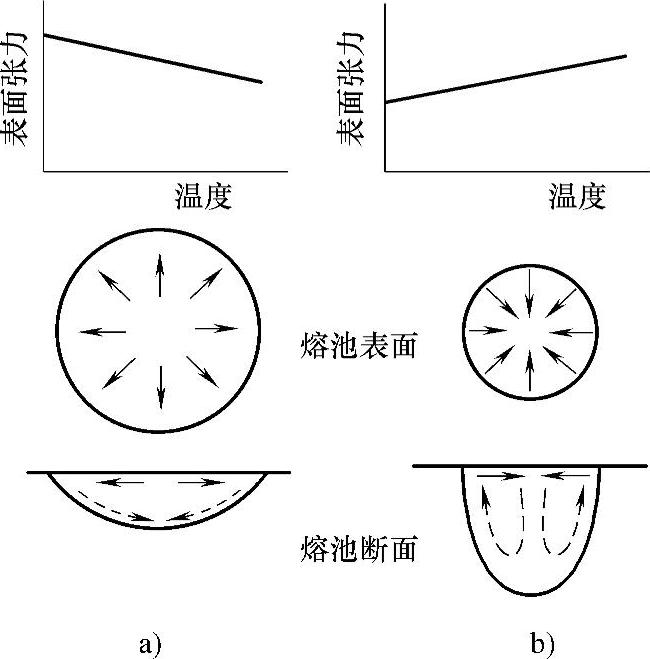
图2-5 熔池表面张力对熔 池金属流动和熔深的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






