【摘要】:冷丝填丝埋弧焊是在普通埋弧焊基础上,附加一套送丝机构,从侧面给焊接熔池填充焊丝,如图1-26所示。冷丝填丝埋弧焊的填充焊丝无电源供电,故称“冷丝”。冷丝填丝埋弧焊由于焊接电流增大,在得到深熔池的同时可保证成形良好,减小了焊接热影响区。图1-27 辅助冷丝埋弧焊的工作原理
冷丝填丝埋弧焊是在普通埋弧焊基础上,附加一套送丝机构,从侧面给焊接熔池填充焊丝,如图1-26所示。冷丝填丝埋弧焊的填充焊丝无电源供电,故称“冷丝”。冷丝填丝埋弧焊由于焊接电流增大,在得到深熔池的同时可保证成形良好,减小了焊接热影响区。这对热敏材料非常重要,既可减少过热损害,又可节约电能,提高生产率。
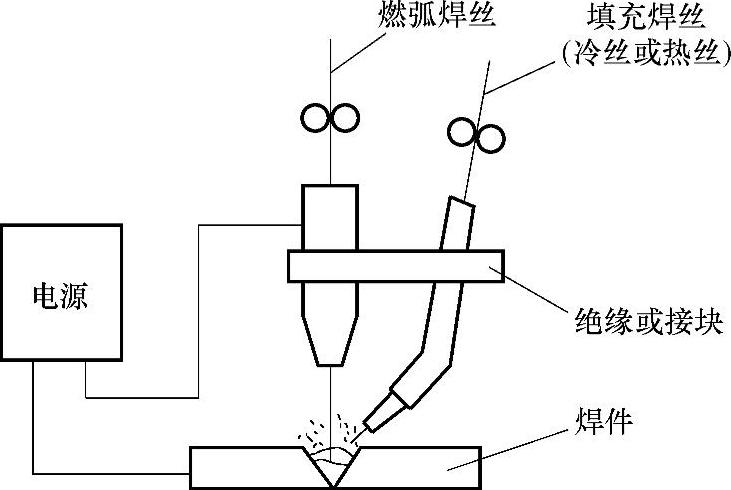
图1-26 冷丝和热丝填丝埋弧焊
伊萨推出一种全新辅助冷丝埋弧焊工艺。该工艺是在一个集成的导电嘴内输出3根焊丝,集成的导电嘴内各焊丝之间相互绝缘,其中间焊丝不导电(冷丝),利用另两根焊丝熔化时过剩的热量熔化冷丝,辅助冷丝埋弧焊的工作原理如图1-27所示。该工艺的关键是各焊丝之间的距离,由图1-27可以看出,因为中间焊丝(冷丝)要利用两个电弧的热量,两个电弧必然有重叠,中间焊丝(冷丝)送入两个电弧的重叠区,利用两个电弧的热量来熔化冷丝。相比传统双丝埋弧焊工艺,辅助冷丝埋弧焊熔敷效率更高,又能降低热输入,提高焊接质量。该工艺配合盖面平整控制技术、高熔敷打底技术可在相同热输入条件下熔敷效率提高50%~100%,焊接速度提高35%,降低热输入和变形,焊剂消耗减少20%。与传统双丝埋弧焊相比具有无可比拟的性能与优势。(www.daowen.com)
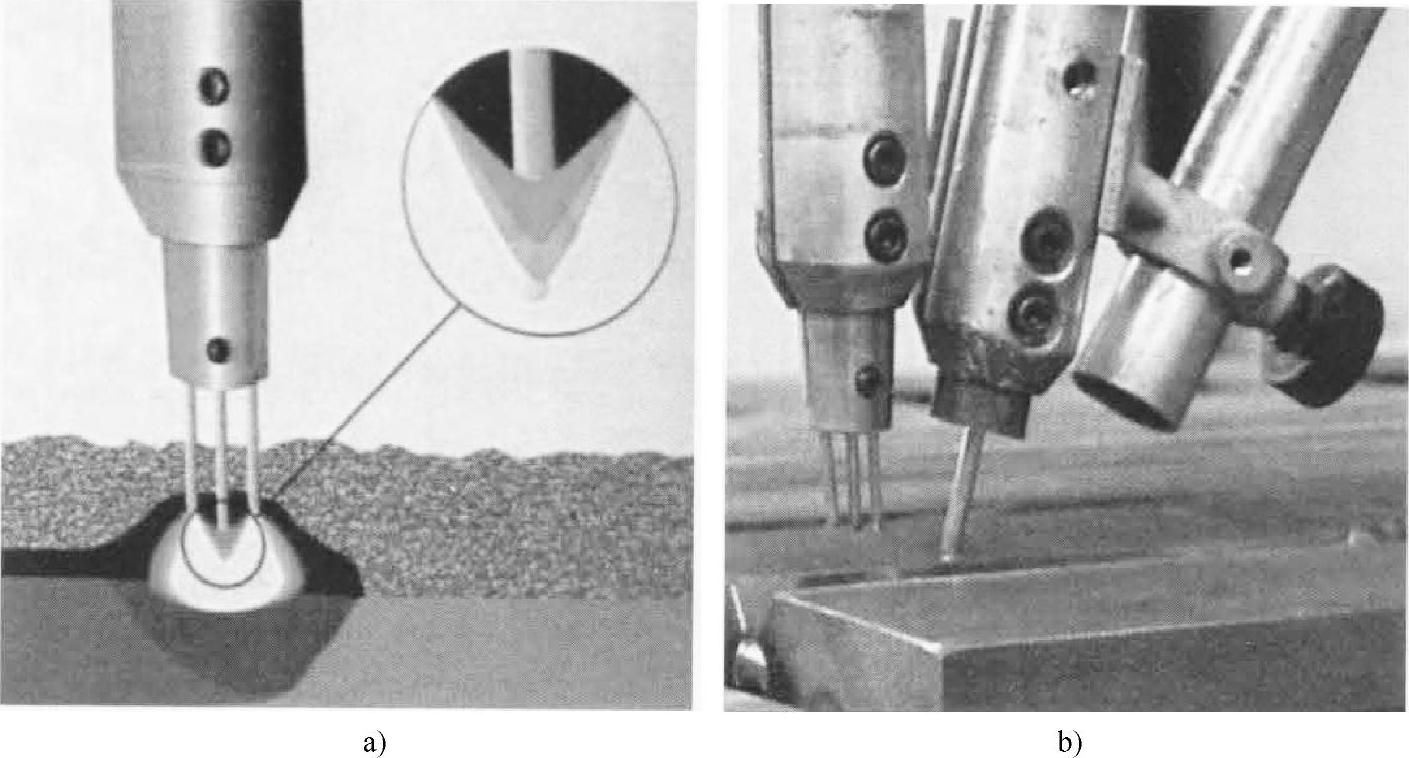
图1-27 辅助冷丝埋弧焊的工作原理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





