单电源多丝埋弧焊是在同一个导电嘴中送入两根或两根以上焊丝采用1个电源的埋弧焊工艺。单电源多丝埋弧焊装置与典型的单丝埋弧焊装置之间的差别很小。图1-17为单电源双丝埋弧焊的典型系统结构。它包括送丝及校直机构、共用的导电嘴、焊接电源和调节系统,所以单丝埋弧焊装置可非常方便地用于多丝埋弧焊。单电源多丝埋弧焊是用多根较细的焊丝代替一根较粗的焊丝,以同一速度且同时通过共用的导电嘴向外送出,在焊剂覆盖的熔池中熔化。这些焊丝的直径和化学成分可以相同也可以不相同。使用不同材质的焊丝进行焊接时,可有效调节焊缝金属的合金化。焊丝在导电嘴中可有选择地进行排列,焊丝在导电嘴中的几种排列方式如图1-18所示。导电嘴中焊丝的排列方式可以影响焊缝的形状。根据焊丝数目既可横向排列也可纵向排列或成任意角度,其焊丝之间的距离影响着焊缝成形和金属熔化效率等。这种方法焊接时电流和电流密度都很大,不仅焊丝熔敷速率高,而且也可提高焊接速度,单位功率所达到的熔敷率在各种埋弧焊方法中较高。当焊丝沿焊缝轴线纵向排列时,所有焊丝的电弧能形成一个共同的电弧空间。在焊接过程中,该电弧空间是沿焊接方向形成的。由于焊接速度较快,所形成的熔深较深,由第一根焊丝所形成的熔池大部分位于第一根焊丝的后方,因此,第一根焊丝的电弧在焊丝和未熔化的母材间燃烧,可保证得到较深的熔深,从而形成窄而深的焊缝。表面堆焊时,焊丝横向排列,形成宽而浅的焊缝,焊接速度变低,尽管如此,焊接速度仍是带极堆焊焊接速度的两倍。焊丝之间的距离越大,则焊缝的形状和尺寸变化越显著。当焊丝之间的距离加大到一定程度后,可形成“马鞍状”焊缝。多丝埋弧堆焊时,可使用4根或4根以上的细丝(直径为0.8~1.2mm),这种堆焊方法可非常容易地得到宽度很宽但熔深很浅、厚度很小且稀释率也很低的焊道,这对堆焊是十分有利的。
表1-19 内焊四丝、外焊五丝埋弧焊焊接参数
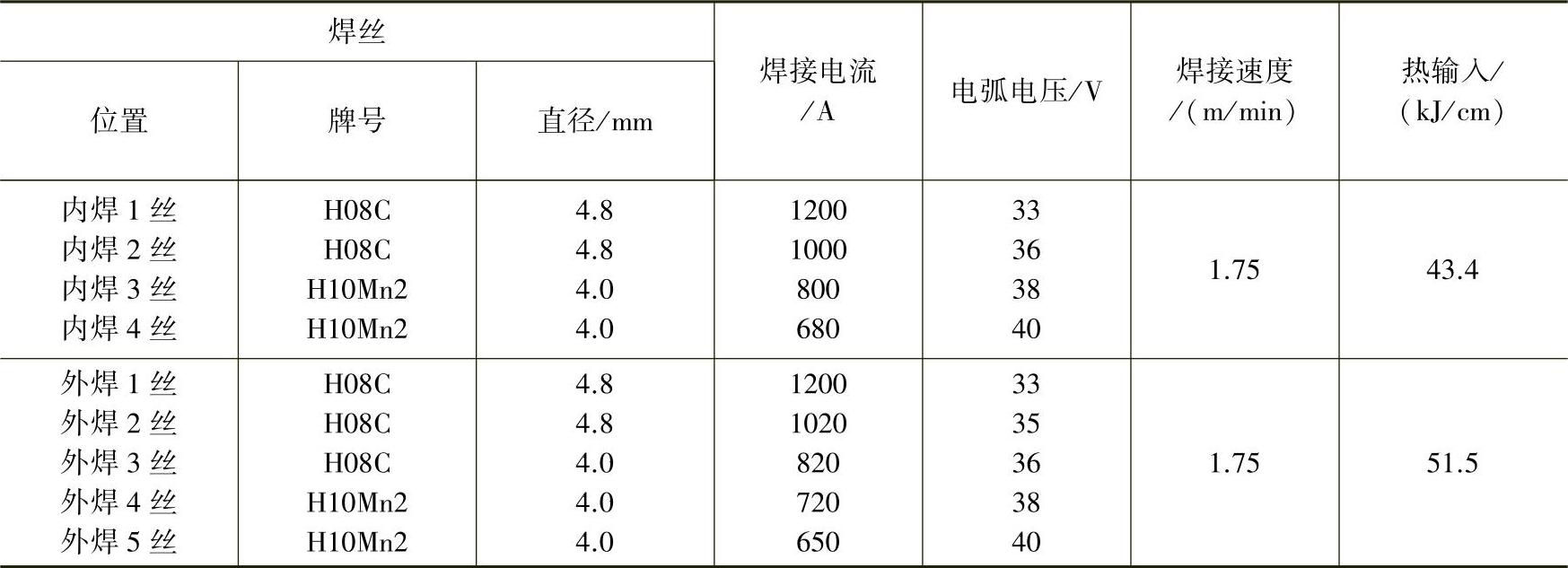
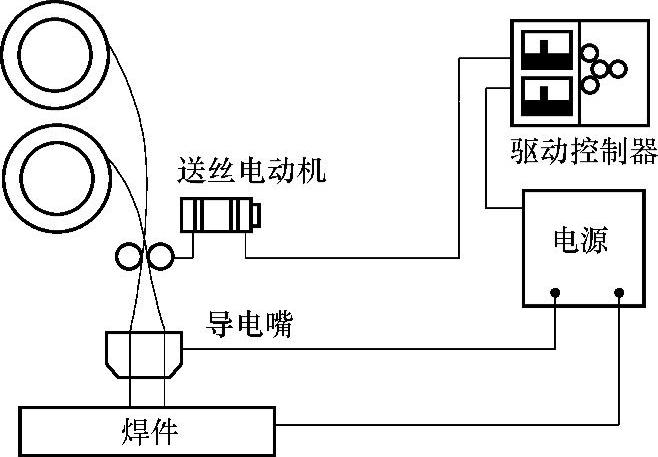
图1-17 单电源双丝埋弧焊的典型系统结构

图1-18 焊丝在导电嘴中的排列方式
a)双丝导电嘴 b)三丝导电嘴 c)六丝导电嘴 d)、e)、f)四丝导电嘴
根据需要将焊丝沿焊接方向以不同角度排列时,则形成不同熔深、熔宽的焊缝。其交/直流电源均可使用,但直流反接能得到最好的效果。(https://www.daowen.com)
多丝埋弧焊的熔敷速率随焊丝数目的增加而增大。在焊丝直径3.2mm、三丝焊接、焊接电流700A、焊丝接负的情况下,最高熔敷速率可达35kg/h,此时最佳的焊丝间距为8mm。这比同样焊接参数条件下单丝埋弧焊熔敷速率的3倍还高30%。
单电源多丝埋弧焊既适用于稀释率要求较低的耐磨或耐腐蚀表面的埋弧堆焊,也适用于各种对接、角接焊缝的单道或多道埋弧焊。
1.单电源并列双丝埋弧焊
该方法实际上是用两根较细的焊丝代替一根较粗的焊丝,两根焊丝共用一个导电嘴,以同样的速度且同时通过导电嘴向外送出,在焊剂覆盖的熔池中熔化,如图1-19所示。两焊丝平行且垂直于母材,由于两丝间的间距比较小,两焊丝形成的电弧共熔池,并且两电弧互相影响,这也是并列双丝埋弧焊优于单丝埋弧焊的原因。交直流电源均可使用,但直流反接能得到最好的效果。并列双丝焊的优点:能获得更高质量的焊缝,这是因为两电弧对母材的加热区变宽,焊缝金属的过热倾向减弱;焊接速度比单丝焊提高;焊接设备简单。单电源并列双丝埋弧焊方法在实际生产中得到了一些应用,但应用不广。
2.单电源串联双丝埋弧焊
单电源串联双丝埋弧焊方法是两丝通过导电嘴分接电源正负两极,母材不通电,电弧在两焊丝之间产生,即两焊丝是串联的。两焊丝既可横向排列也可纵向排列,两丝之间夹角最好为45°。焊接电流和两焊丝与焊件之间的距离是控制焊缝成形和熔敷金属质量最重要的因素,焊接电流越大,则熔深越大;增大两丝与焊件之间的距离,可获得最小的熔深和热输入。另外,电弧周围的磁场和电弧电压也影响焊缝成形,因为两焊丝中的电流方向是相反的,电弧自身磁场产生的力使电弧铺展;电弧电压在20~25V时,电弧稳定性和焊缝成形均较好。根据实际应用,既可用直流电源也可用交流电源。这种焊接工艺熔敷速度是普通单丝埋弧焊的两倍,对母材热输入少,熔深浅,熔敷金属的稀释率低于10%,最小可达1.5%(普通单丝埋弧焊最小稀释率为20%)。因此特别适合于在需要耐磨、耐蚀的表面堆焊不锈钢、硬质合金或有色金属等材料。
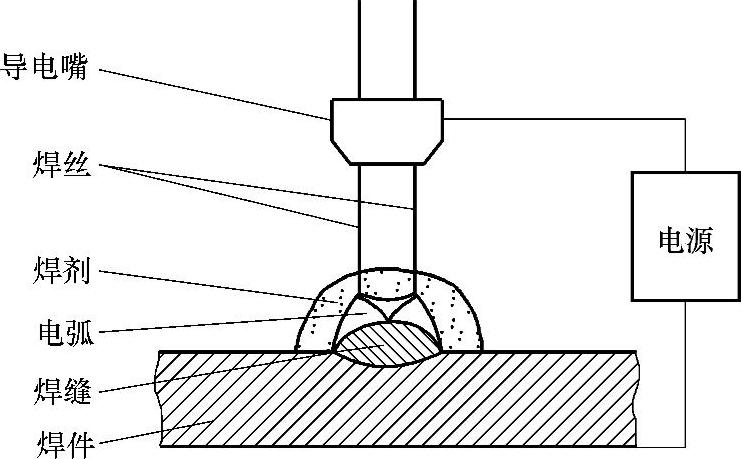
图1-19 单电源并列双丝埋弧焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





