【摘要】:表2-3 FANUC 0C系统报警分类表(续)注:n是数值0、1或者2,0代表伺服轴公共报警,1、2代表伺服轴号;×是数值0到9,代表故障分类号。FANUC 0C系统PMC报警分为机床报警和操作信息两大部分,它们用PMC控制程序根据机床反馈信号进行自诊断。
采用FANUC 0C系统的数控机床出现的故障报警分为以下三类:
1.硬件报警
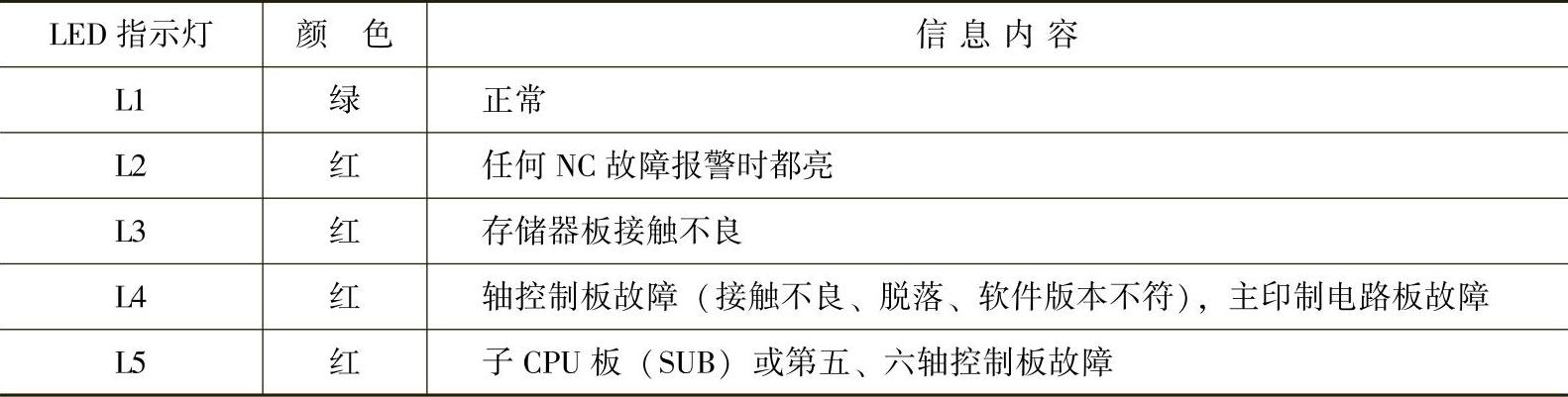
NC单元出现故障时,系统单元主印制电路板的左侧LED指示灯显示的状态如表2-2所示。
表2-2 主印制电路板的LED指示灯显示状态
2.系统报警
CNC系统自身有故障诊断系统,当系统出现故障时,CNC系统会在屏幕上产生报警指示。这些报警号都在1000号以下,表2-3是这些报警的分类表。
表2-3 FANUC 0C系统报警分类表(www.daowen.com)

(续)

注:n是数值0、1或者2,0代表伺服轴公共报警,1、2代表伺服轴号;×是数值0到9,代表故障分类号。
3.PMC报警
FANUC 0C系统通过运行PMC用户程序检查机床侧故障,出现故障后,会在屏幕上显示报警号,并可以通过系统OPR ALARM功能调用报警信息。
FANUC 0C系统PMC报警分为机床报警和操作信息两大部分,它们用PMC控制程序根据机床反馈信号进行自诊断。按照FANUC PMC规定,机床故障的编号从1000到1999,操作信息的编号从2000到2999。原则上讲,当出现机床报警时,数控系统立即进入进给暂停状态;而出现操作信息警示时,数控机床照常运行,仅对当前的操作给予说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关FANUC系统现场故障检修速查手册的文章




