【摘要】:FANUC数控系统的PLC称为PMC,其功能与常见的PLC类似,只不过FANUC系统的PMC定义的更具体一些,是专门用于机床控制的可编程序逻辑控制器,称之为可编程序机床控制器。FANUC 0C系统采用集成式PMC,使用FANUC的PMC-L专用语言编程,并且具有PMC梯形图在线显示功能,便于检修人员现场使用。FANUC 0C系统的PMC除了对机床的信号进行输入/输出控制外,还要与数控装置进行信息交流。图2-6 数控系统、可编程序机床控制器和机床之间的信息交换示意图
FANUC数控系统的PLC称为PMC(Programable Machine Controller,可编程序机床控制器),其功能与常见的PLC类似,只不过FANUC系统的PMC定义的更具体一些,是专门用于机床控制的可编程序逻辑控制器,称之为可编程序机床控制器。
FANUC 0C系统采用集成式PMC,使用FANUC的PMC-L专用语言编程,并且具有PMC梯形图在线显示功能,便于检修人员现场使用。
FANUC 0C系统的PMC除了对机床的信号进行输入/输出控制外,还要与数控装置进行信息交流。图2-6为FANUC 0TC系统PMC的信息交换图,加工程序中的辅助功能指令M和T以及与此相关的进给状态从CNC输入(地址号F148~F199,F250~F298)到PMC,PMC控制程序根据从机床(MT)到PMC的输入信号(地址号X00.0~X22.7,X1000.0~X1012.7)进行处理后,通过到机床(MT)的输出(地址号Y48.0~Y86.7,Y1020.0~Y1028.7)控制机床上相应的执行器件,并将完成状况通过输出(G100~G147,G200~G249)返回CNC。(www.daowen.com)
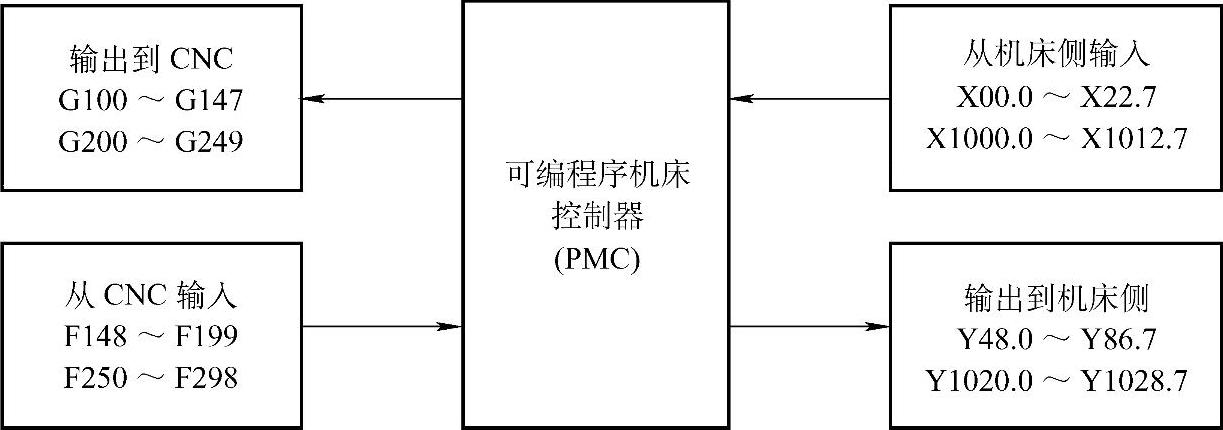
图2-6 数控系统、可编程序机床控制器和机床之间的信息交换示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关FANUC系统现场故障检修速查手册的文章




