1.系统组成
排屑系统的主要作用是将加工过程中产生的切屑,迅速、有效地从加工区排出。数控机床在高效、自动加工时将产生大量的铁屑,而且,出于安全保护的需要,机床一般需要安装全封闭的防护罩,加工铁屑不能像普通机床那样,直接在加工过程中进行手动去除。因此,数控机床一般都配套有自动排屑装置,它是保证数控机床高效、自动加工的重要条件。
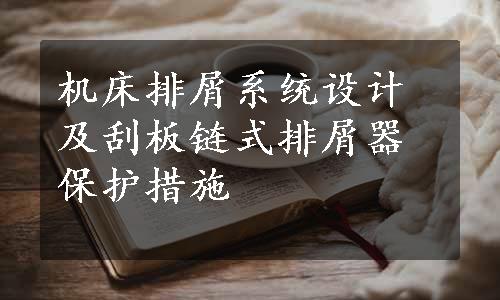
数控机床的排屑器多采用专业生产厂家生产的成套装置。虽然,排屑器的形状和种类有所不同,但其组成部件类似。以图8.4-4所示的链式排屑器为例,它由驱动电动机、减速器、铁屑输送装置及相关的传动部件、控制装置等组成。排屑器工作时,驱动电动机可通过减速箱及传动部件带动铁屑输送带循环回转,将铁屑带出加工区,并通过倾斜提升等方法来分离冷却水。
2.排屑器分类
数控机床常用的排屑器有链式、螺旋式、磁性分离排屑器、纸过滤排屑器几类,数控车削、镗铣类机床多使用链式、螺旋式排屑器;磁性分离排屑器和纸过滤排屑器通常用于磨削类数控机床。各类排屑器的用途和特点如下。
(1)链式
链式排屑器可参见图8.4-5所示,它通过链轮牵引输送带在封闭的外壳中运转,将输送带上的切屑经过提升分离冷却液后排入收集箱。链式排屑器的排屑能力强、排屑速度快、并可用于各种材料的排屑,它是车、铣、镗类数控机床使用最多的排屑器。
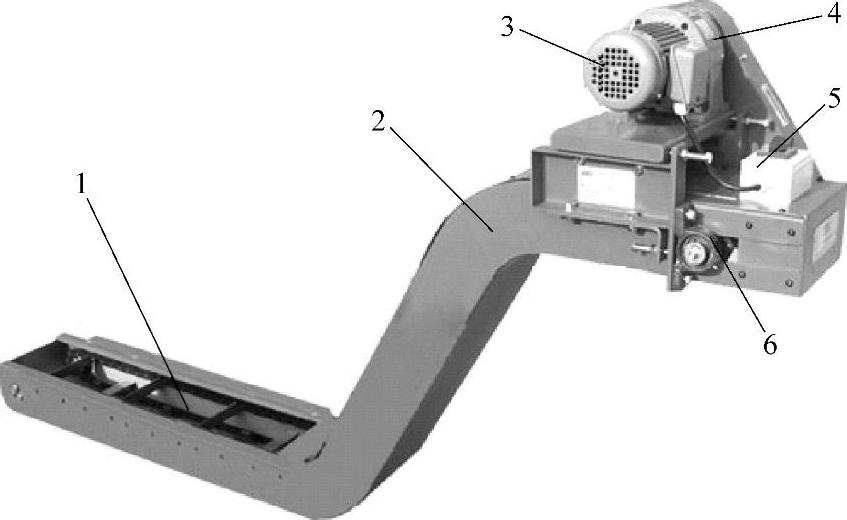
图8.4-4 排屑器的组成
1—输送带 2—外壳 3—电动机 4—减速器 5—控制装置 6—传动部件
链式排屑器的链板形状有图8.4-5a所示的平板和图8.4-5b所示的刮板两种,平板链式排屑器对钢、铝合金等中、长切屑的排除效果较好,但不适合于粉末状的铸铁加工、磨削加工铁屑的清除。刮板式排屑装置适合用于短、小切屑的排除,也能用于粉末状的铸铁加工、磨削加工铁屑的清除,其适用面较广、排屑能力较强,但工作时的负载较大,中、长切屑容易卡阻,故需采用较大功率的驱动电动机,并注意过载保护。
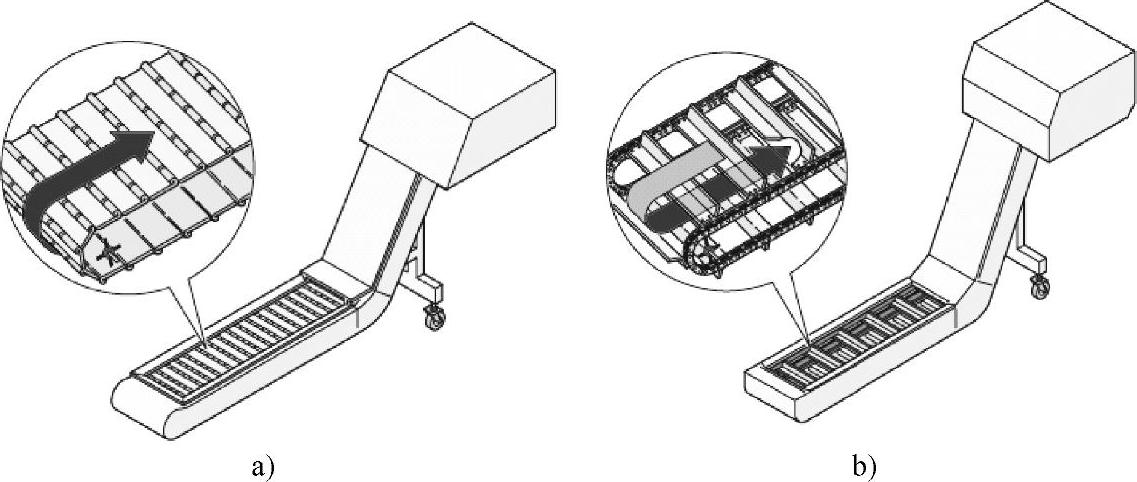
图8.4-5 链式排屑器
a)平板 b)链板
(2)螺旋式
螺旋式排屑器如图8.4-6所示,它是通过电动机、减速装置驱动安装在沟槽中的长螺旋杆,以挤压方式进行排屑的装置。螺旋杆转动时,沟槽中的切屑将在螺旋杆的推动下连续向前运动,最终排入切屑收集箱。螺旋式排屑器可用于各种材料的排屑,其结构简单、体积小,可用于空隙狭小的排屑场合,但其排屑能力较差,不适合用于长条状、纤维状的排屑;此外,螺旋式排屑器的切屑提升以挤压方式实现,因此,只能用于水平或小角度切屑排屑,而不能用于大角度提升的场合。
根据螺旋杆的形状,螺旋式排屑器分无心推进和有芯推进两类,前者采用的是扁型钢条卷成的螺旋弹簧状螺旋杆,其体积较小、重量轻,但对小切屑、特别是粉末状切屑的排屑效果较差;后者采用的是轴上焊接螺旋形钢板的螺旋杆,其排屑性能相对较好,也能用于粉末状和小切屑的排屑。(www.daowen.com)
(3)磁性分离器
磁性分离排屑器如图8.4-7所示,排屑器的输送带由不锈钢面板和磁性材料组成,它可利用永磁材料所产生的磁力,将铁屑吸附在输送带的不锈钢面板上,实现排屑。磁性分离器可用于干式、湿式金属导磁材料的排屑,其工作可靠、运行稳定、噪声低、不易过载,但它通常只能用于粉状、颗粒状及长度小于100mm的导磁金属的排屑,故多用于数控磨削类机床。
图8.4-6 螺旋式排屑器
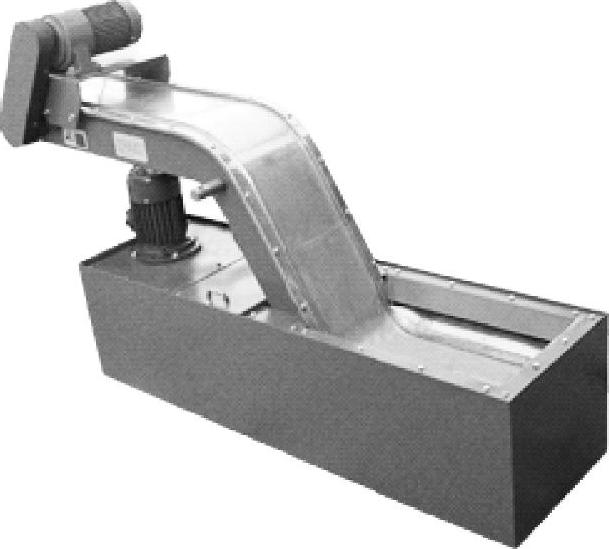
图8.4-7 磁性分离排屑器
(4)纸过滤排屑器
纸过滤排屑器如图8.4-8所示,排屑器的输送带为链式网状,上部覆盖有一层过滤纸,这种排屑器的冷却水过滤效果非常好,它不但可排除各种铁屑,而且还能够有效过滤油污等杂质,但其体积大、安装位置有限制;且过滤纸需要不断更换,使用成本较高,同时由于滤纸具有可燃性,故只能用于湿式排屑。纸过滤排屑器一般只用于高精度的数控磨床等机床的排屑。
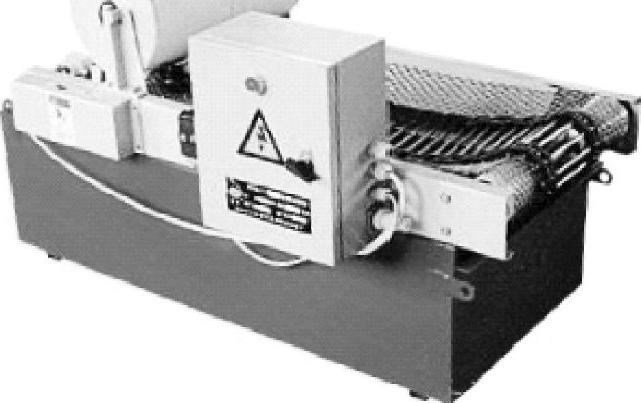
图8.4-8 纸过滤排屑器
3.排屑系统设计
排屑系统设计时需要根据机床的不同加工要求选配不同类型的排屑器,一般而言,数控车削类、镗铣类机床的通用性较强,其加工零件的材料种类多,切屑的形状不规范,因此,宜采用通用性强、排屑速度快的链式排屑器;在排屑器安装空间受到限制机床或加工区行程长、且不需要进行大角度提升分离冷却水的龙门机床上,也可采用螺旋式排屑器。数控磨削类机床的切屑多为粉末状铁屑和砂轮灰,机床对加工精度、表面加工质量、冷却水的清洁度要求高,因此,可采用磁性分离器排屑,或采用性能更好的纸过滤排屑器。
排屑器的安装位置需要合理选择。排屑器的外壳一般需要与机床的冷却箱连成一体,以便冷却水能够直接返回冷却箱,进行循环利用。为了简化结构、减小占地面积、提高排屑效率,机床的排屑装置应尽量靠近刀具的切削区域安装,例如,数控车床的排屑装置一般需要安装在主轴的下方,数控镗铣床和加工中心的排屑装置一般安装在床身的回水槽上或工作台侧面。排屑器的出口处需要安装切屑收集的切屑箱或小车,需要留有一定的空间。图8.4-9所示为排屑器布置于机床后部的卧式加工中心排屑系统新颖设计例,其机床结构紧凑、排屑效果好,且不影响机床外观和操作性能。
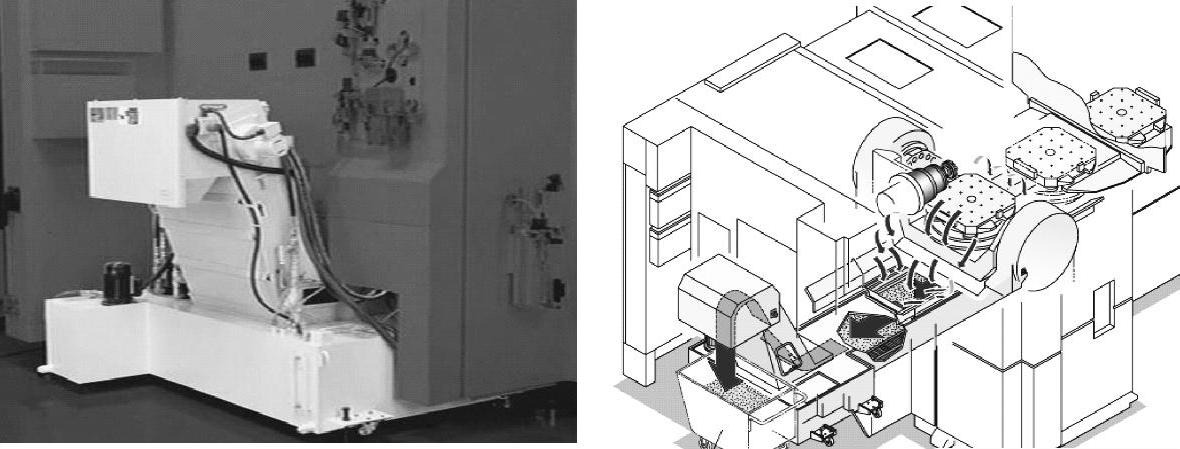
图8.4-9 排屑系统设计例
刮板链式排屑器在使用时容易因切屑的卡阻产生过载,因此,设计时需要考虑相应的过载保护措施,并且能够通过反向回转退出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






