1.数控车床液压系统
全功能数控车床、车削中心等性能先进的车削机床,由于机床功能强、自动化程度高、适应范围广、辅助动作多、刀库容量大,通常都需要配套液压系统。车削数控机床的液压系统一般用于刀架松/夹、卡盘松/夹、尾架伸出/退回等动作的控制。
图8.2-6所示为一种典型的全功能数控车床液压系统原理图,它包括卡盘松/夹、刀架松/夹和回转、尾架伸缩四部分,说明如下。
(1)卡盘
卡盘液压系统由减压阀1、二位四通换向阀2控制,通过油缸的伸缩,实现卡盘松/夹。减压阀1用来调整卡盘夹紧压力;二位四通换向阀2用来控制油缸的伸缩,实现卡盘的夹紧/松开动作。系统工作时,可通过电气控制系统对换向阀2控制,改变卡盘油缸的进/出油腔,使卡盘夹紧和松开工件。
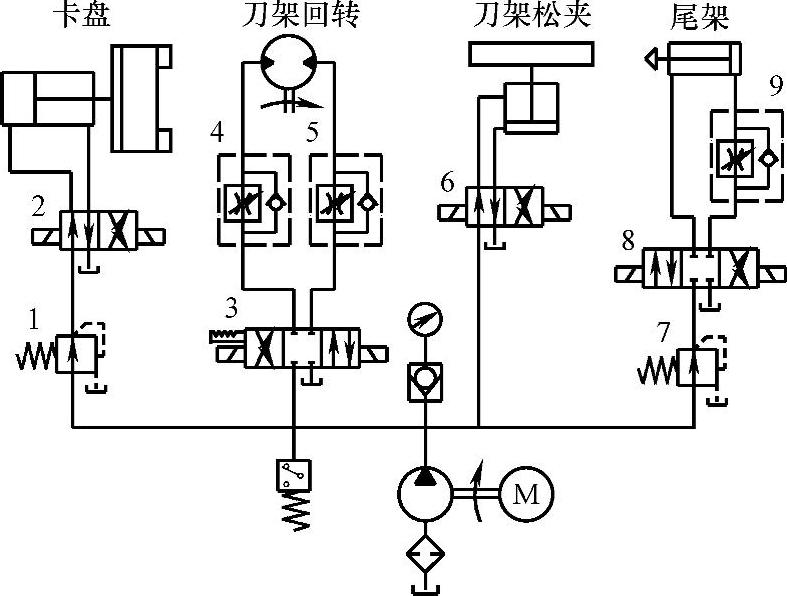
图8.2-6 数控车床液压系统原理图
1,7——减压阀 2,6—二位四通换向阀 3,8—三位四通换向阀 4,5,9—单向减速阀
(2)刀架回转
刀架回转系统由三位四通换向阀3、单向减速阀4和5控制,通过液压回转油缸实现回转。刀架回转必须在刀架松开后进行,其动作由电气控制系统控制。利用三位四通换向阀3,可改变液压回转油缸的转向,实现刀架的正反转动作;液压回转油缸的回转速度,可通过单向减速阀4和5调节进油口的流量改变。
(3)刀架松/夹
刀架的夹紧、松开液压系统由二位四通换向阀6控制,通过液压油缸的抬起/落下动作实现。利用电气控制系统对换向阀6的切换,可以改变油缸的进/出油腔,实现刀架的抬起(松开)和落下(夹紧)动作。
(4)尾架控制
尾架伸缩系统由减压阀7、三位四通换向阀8、单向减速阀9控制,通过伸缩油缸的前后运动实现。减压阀7用来调整尾架夹紧(顶尖伸出)的压力;单向减速阀9用来调节尾架夹紧的流量,控制顶尖伸出的速度;三位四通换向阀8用来改变尾架油缸的进油、出油腔,控制伸缩油缸的顶尖伸出(夹紧)/退回(松开)动作。
液压系统还安装有压力表、压力继电器等辅助检测元件。
2.加工中心液压系统(https://www.daowen.com)
加工中心的液压系统一般用于自动换刀、刀具夹紧/松开、主轴传动级交换、转台夹紧松开、工作台自动交换、垂直轴重力平衡等部件的控制。卧式加工中心的适用范围广、刀库容量和刀具规格大、自动换刀动作复杂、Y轴运动部件重量重,且还经常配套有主轴辅助机械变速、数控转台或分度台、工作台自动交换等部件,一般都需要配套液压系统。立式加工中心的动作相对简单,其自动换刀一般采用机械凸轮换刀、无机械手直接换刀等方式实现,重力平衡可通过安装平衡块解决,故多采用气动控制系统。
图8.2-7所示为一种典型的卧式加工中心液压系统原理图,它包括垂直轴平衡、机械手的伸缩和回转、主轴上刀具的松/夹四部分,说明如下。
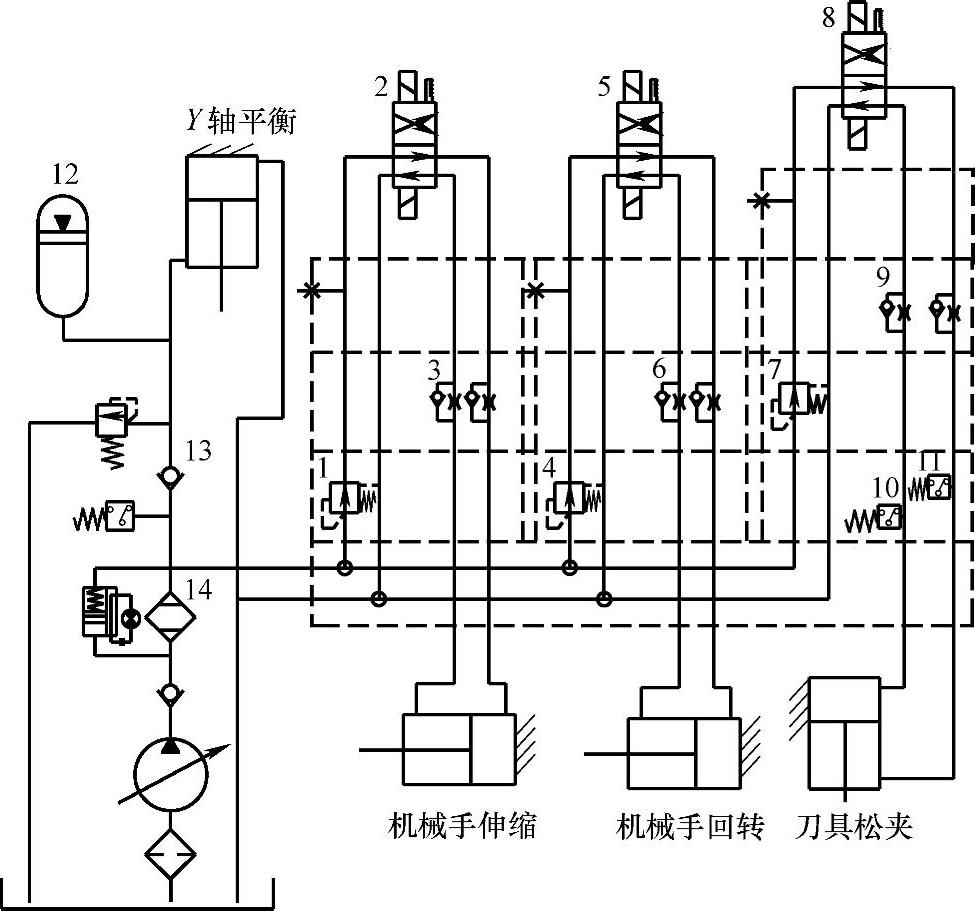
图8.2-7 卧式加工中心液压系统原理图
1,4,7—减压阀 2,5,8—二位四通换向阀 3,6,9—单向减速阀 10,11—压力继电器 12—蓄能器 13—单向阀 14—出口过滤器
(1)垂直轴平衡
卧式加工中心的主轴箱需要进行Y轴上下运动,由于主轴箱的自重一般较大,卧式机床的平衡块安装难度较大,故一般需要适用液压油缸进行重力平衡,以防止伺服电动机断电时的自落,平衡上下运动转矩。本机床的Y轴的平衡油缸压力与系统压力一致,可直接通过系统减压阀调节;利用蓄能器12和单向阀13,可使得平衡油缸在液压系统关闭时仍具有平衡压力。
(2)机械手伸缩
机械手伸缩系统由减压阀1、二位四通换向阀2、单向减速阀3控制,通过油缸伸缩实现。减压阀1用来调整机械手伸缩的推力;2只单向减速阀3可分别用来调节机械手的伸出、缩回的速度;二位四通换向阀2用来改变伸缩油缸的进油、出油腔,控制机械手的伸缩动作。
(3)机械手回转
自动换刀的机械手回转角度固定,为了简化机械结构、降低制造成本,一般直接通过油缸推动齿轮/齿条的方式实现。本机床的机械手回转系统由减压阀4、二位四通换向阀5、单向减速阀6控制,通过油缸推动齿条、带动齿轮和机械手进行定量回转。图中的减压阀4用来调整油缸推力;2只单向减速阀6可以分别用来调节机械手的正转和反转速度;二位四通换向阀5用来改变齿条油缸的进油、出油腔,控制机械手的转向。
(4)刀具松/夹
刀具松/夹系统由减压阀7、二位四通换向阀8、单向减速阀9、压力继电器10和11及松刀油缸等部件组成。减压阀7用来调整刀具的夹紧压力;2只单向减速阀9可以分别用来调节刀具松开、夹紧速度;二位四通换向阀8用来改变松刀油缸的进油、出油腔,实现刀具的松开和夹紧动作;利用压力继电器10和11对刀具松/夹时的压力检测,可输出松/夹完成信号。
液压系统还安装有压力表、压力继电器、过滤器等检测元件;出口过滤器14还带有堵塞报警指示灯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






