
卧式加工中心的适用范围广、加工零件复杂,它对刀库容量、刀具规格、换刀速度的要求高于立式加工中心。卧式加工中心的换刀方式总体有无机械手直接换刀和机械手换刀两种,小型机床一般采用前者;大中型机床通常采用后者。
1.直接换刀
无机械手直接换刀的刀具交换主要通过刀库与主轴的相对运动实现,其自动换刀装置的结构简单、动作可靠、控制容易,但由于不能预先选择刀具,其换刀时间较长;此外,由于刀库的安装受到机床结构的限制,其刀库容量通常较小,因此,这是一种适合于小型卧式加工中心的简单换刀方式。
采用无机械手直接换刀的刀库轴线必须与主轴平行,因此,其刀库主要有图6.2-7所示的两种安装方式。
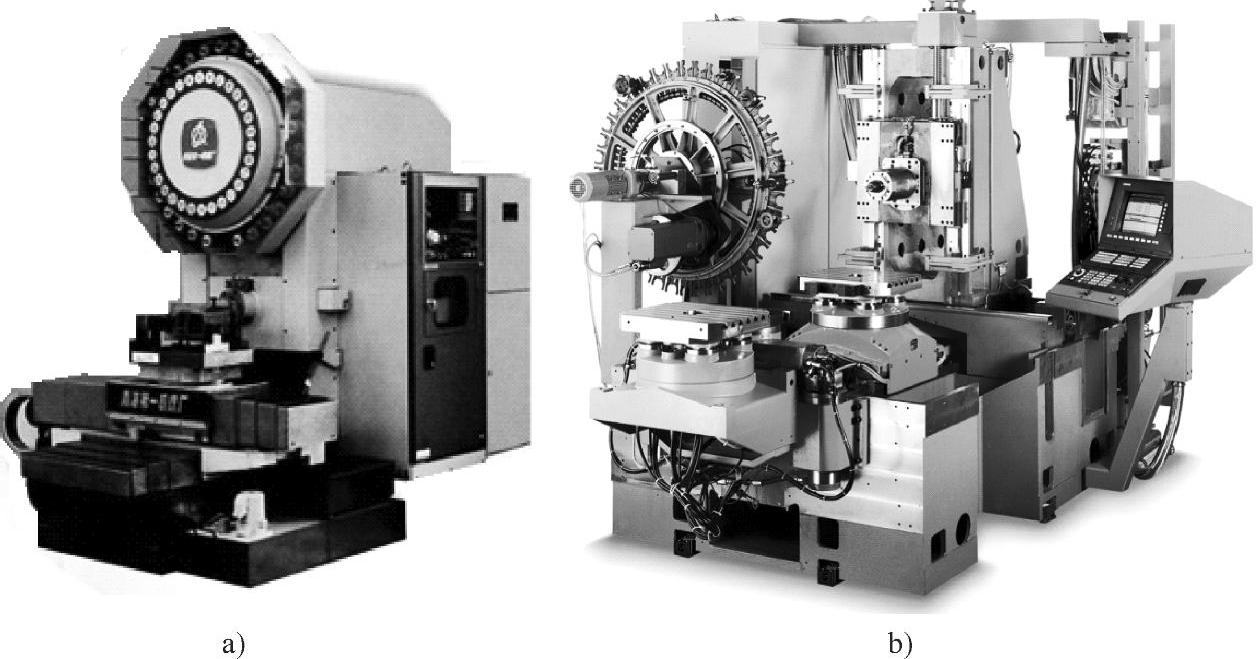
图6.2-7 直接换刀机床的刀库安装
a)顶部安装 b)侧面安装
图6.2-7a所示的机床刀库置于立柱上方,刀具的装卸需要通过刀库的前后移动实现,因此,多用于立柱固定的工作台移动式或箱体移动式机床。机床的换刀动作如下:
1)主轴定向准停、Y轴快速向上移动至换刀位置,使主轴上的刀具插入到刀库的刀爪、并松开。
2)刀库通过气动或液压控制前伸,取出主轴上的刀具后进行回转选刀,将需要更换的新刀具回转至换刀位。
3)刀库后退,将新刀具装入主轴后,夹紧主轴上的刀具。
4)Y轴快速下移,进行新的加工。
以上换刀的动作简单,换刀前后刀具在刀库上的位置始终不变,控制容易、选刀可靠。但由于不能进行刀具的预选,其回转选刀的时间较长;此外,由于刀库处于立柱顶端,刀具的装卸有所不便,故多用于结构简单、对换刀速度要求不高的小型卧式加工中心。
图6.2-7b所示的刀库置于立柱前侧,刀具装卸需要通过主轴的移动实现,因此,多用于立柱移动或箱体移动的机床。机床的换刀动作如下:
1)主轴定向准停、Y轴和Z轴快速运动到换刀位置。
2)X轴左移,将主轴上的刀具放置到刀库的刀爪上,并松开。
3)Z轴后移,取下主轴上的刀具后,刀库回转,将需要更换的新刀具转到换刀位。
4)Z轴前移,将新刀具装入到主轴并夹紧。(www.daowen.com)
5)X轴右移,进行新的加工。
以上换刀同样具有结构简单、控制容易、选刀可靠的优点,且可解决刀具装卸不便的问题,但也不能进行刀具的预选,因此,多用于对换刀速度要求不高的大中型加工中心。
2.机械手换刀
采用机械手换刀的机床刀库布置灵活、刀库容量大,并可实现刀具的预选,这是卧式加工中心上使用较广的换刀方式。
卧式加工中心的机械手换刀装置种类繁多,结构各异,部分机床的机械手换刀动作十分复杂。图6.2-8是最为简单的机械手换刀装置,其刀具预选可在机床加工的同时进行,换刀时只需要机械手转位和伸缩动作,换刀十分迅捷,因此,在高速加工的卧式加工中心上使用较为广泛。
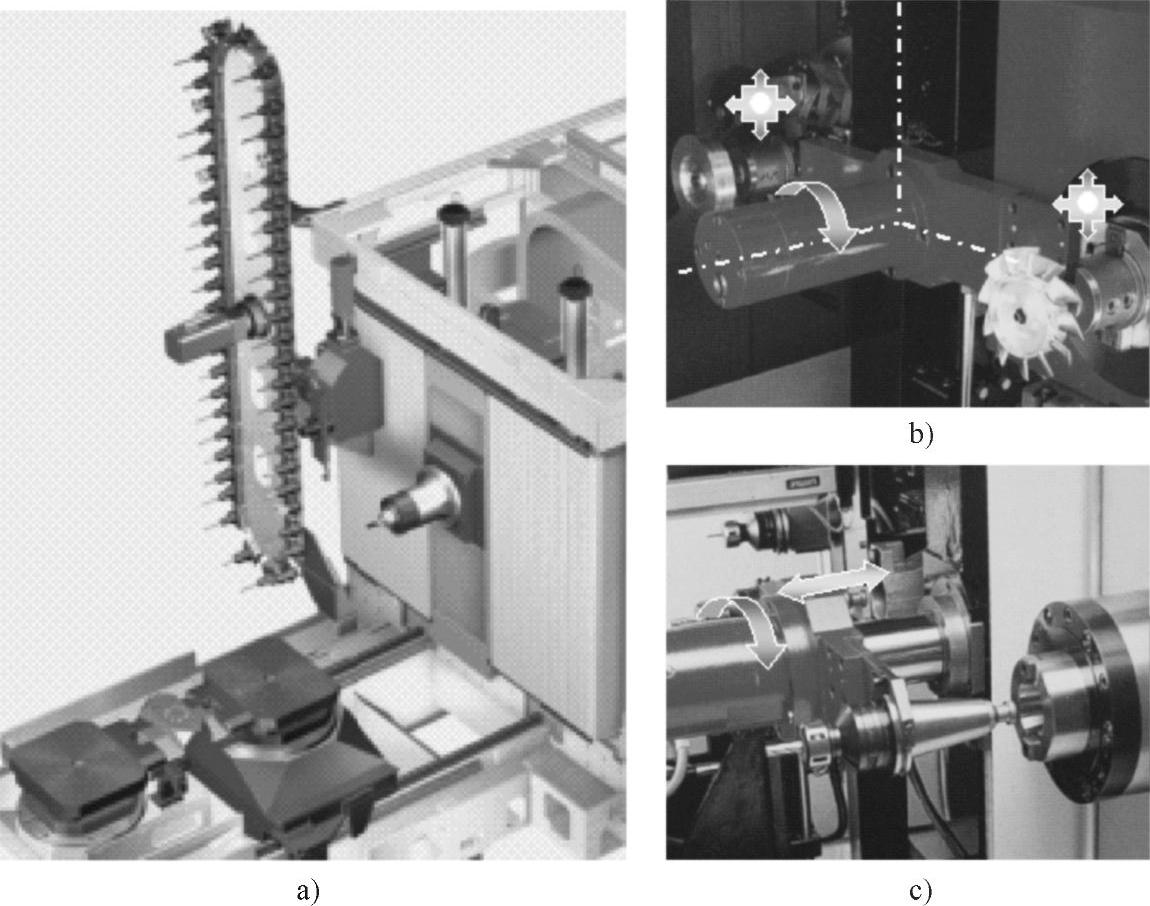
图6.2-8 机械手换刀
a)刀库布置 b)转位 c)伸缩
机床的换刀动作过程如下:
1)机床加工时,刀库先完成刀具预选,将需要更换的刀具转到刀库换刀位;换刀开始后,主轴执行定向准停、并快速移动到换刀点。
2)机械手回转90°,同时夹住主轴和刀库上的刀具并松开。
3)机械手伸出,同时取出主轴和刀库上的刀具后,回转180°、将主轴和刀库侧的刀具互换。
4)机械手退回,同时装入主轴和刀库上的刀具并夹紧后,机械手反向回转90°回到原位,结束换刀动作。
以上机械手换刀的动作可通过机械凸轮机构或气动、液压系统控制实现,整个换刀过程一般只需要1~2s。
采用以上机械手换刀方式的机床,其刀库轴线需要与主轴平行,对刀库的安装位置有规定的要求,在一定程度上影响到机床的操作和观察性。因此,在早期的卧式加工中心或配置大容量刀库的机床上,有时也采用图6.2-9所示的刀库轴线与主轴垂直的布置方式。
刀库轴线与主轴垂直的机床换刀时,机械手不仅需要有转位和伸缩动作,而且还需要进行90°翻转、移位等动作,其换刀动作复杂、换刀时间长,因此,目前在中小规格机床上已较少使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







