1.工艺特征
卧式镗铣床的结构布局和以刀具旋转为主运动的加工方式,决定了机床具有如下主要工艺特征。
(1)以镗为主
虽然,卧式镗铣床也可通过安装铣刀进行平面、沟槽的铣削加工,但相对铣床而言,卧式镗铣床的主轴转速较高、低速输出转矩较小,且多数机床都有镗杆伸缩的运动,其主轴的刚性径向刚度一般不及数控铣床,故较适合于箱体、床身类零件的孔及孔系的镗、钻、铰、扩、攻螺纹等加工。
(2)加工精度高
卧式镗铣床的孔加工精度和表面质量普遍高于钻铣类机床,利用卧式镗铣床进行常规孔加工时,其经济精度等级一般为IT9~IT7、表面粗糙度Ra值为3.2~0.4μm。但是,由于卧式机床的体积较大、运动部件质量较重,因此,刀具的快速定位速度一般低于立式数控机床。
(3)适用面广
卧式镗铣床的布局合理、台面敞开、工件装卸方便、行程大,且可通过工件的回转实现多侧面加工,带平旋盘的机床还可方便地加工大直径孔,其工艺适应能力强,能满足多种零件、多种表面的镗铣加工要求,其适用面比立式机床更广。
2.主要用途
镗削加工是以镗刀旋转为主运动、镗杆(或工件)作进给运动的切削加工方法。工件加工前,应事先完成安装基准平面的加工,并以此为定位基准面,将工件装夹到工作台上,然后通过工作台或刀具的进给运动完成加工。(www.daowen.com)
在带有平旋盘的机床上,镗刀不但可装夹在镗杆(主轴)上,还可安装在平旋盘上,镗杆和平旋盘都可由主电机带动旋转。在镗杆伸缩的机床上,主轴在旋转的同时,还可通过镗杆伸缩进行轴向进给。
卧式数控镗铣床用于钻孔、铰孔、扩孔、攻螺纹及进行平面、沟槽铣削加工的情况和立式数控机床类似,只不过它在侧面上进行而已。图6.1-7所示为卧式镗铣床区别于立式镗铣床的典型加工例。
图6.1-7a所示为卧式镗铣床用于箱体类零件侧面孔或孔系的镗削加工例,它是卧式镗铣床的基本特征。
图6.1-7b所示为卧式镗铣床利用后立柱支承镗杆的尾端,实现长杆镗刀跨越工作台的同轴孔镗削加工例,它可通过工作台(工件)的运动,实现前后同轴孔的同步加工。由于镗刀杆的尾部由后立柱支承,故可严格保证镗杆与主轴的同心,提高前后孔的同轴度。但是,在数控铣镗床和卧式加工中心上,由于所使用的回转工作台定位精度高,因此,其深孔镗削加工工艺已逐步被工作台180°回转进行的双面加工工艺所替代。
图6.1-7c和图6.1-7d所示为利用平旋盘实现大直径孔的镗削和外圆车削加工例。由于平旋盘的直径远大于镗杆,因此,这种加工方式可大大增加镗孔直径,扩大机床加工范围。此外,由于平旋盘也可安装径向移动的刀架,故还可像车床那样实现端面车削加工。在无平旋盘的数控铣镗床和卧式加工中心上,大直径孔的镗削加工需要通过图4-1.7e所示的圆弧插补铣削加工工艺替代。
图4-1.7f所示为卧式数控铣镗床利用数控转台实现大型回转体螺旋槽铣削加工的情况。由于数控转台可用于切削加工进给,因此,利用B、Y轴联动功能,就可方便地在大型工件的圆柱面上加工出螺旋槽或其他凸轮曲线。
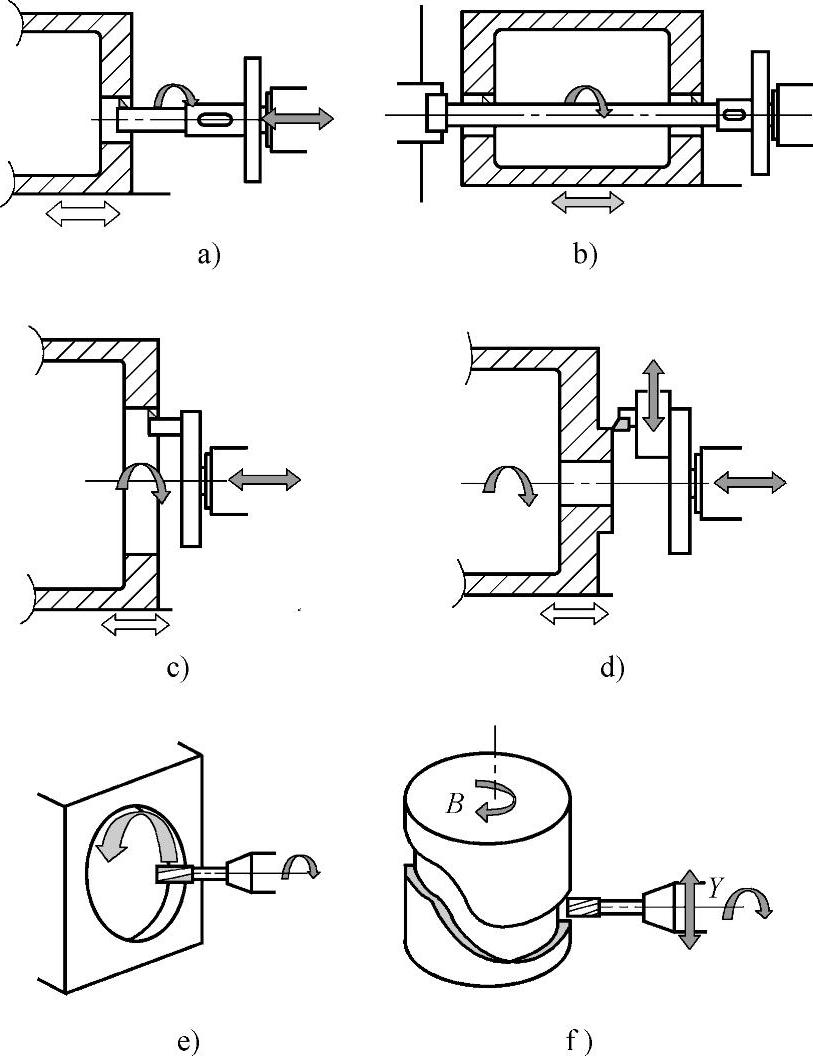
图6.1-7 卧式镗铣床的典型加工
a)一般镗孔 b)同轴孔加工 c)大直径孔加工 d)端面外圆加工 e)轮廓铣削加工 f)螺旋槽加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






