
主轴轴线为水平布置的机床称为卧式机床,用于镗铣加工的卧式金属切削机床称为卧式镗铣床,采用数控的卧式镗铣床称为卧式数控镗铣床,带有自动换刀装置的卧式数控镗铣床称为卧式加工中心。
卧式镗铣床具有加工范围大、适用面广、工件装卸方便等优点,特别适合于各类箱体、床身、机架、梁等中大型零件的加工。由于结构相对复杂,卧式数控镗铣床、卧式加工中心的价格普遍高于同规格的立式数控机床。
卧式数控镗铣类机床是在传统的卧式镗床基础上发展起来的一种数控加工设备,因此,其机械部件的组成与结构和卧式镗床类似。
1.卧式镗床
普通卧式镗床的基本结构如图6.1-1所示,机床由主轴箱、平旋盘、工作台、床身、立柱、滑台、转台、后立柱等部件组成。其中,主轴箱、工作台、床身、立柱是卧式镗床的基本部件,其作用和特点如下。
1)床身:床身用于机床各部件的支承,中小规格的卧式镗床床身一般为I字形(矩形),床身上部加工有导轨,此导轨是工作台沿主轴轴向进给运动(Z轴)的导向部件。
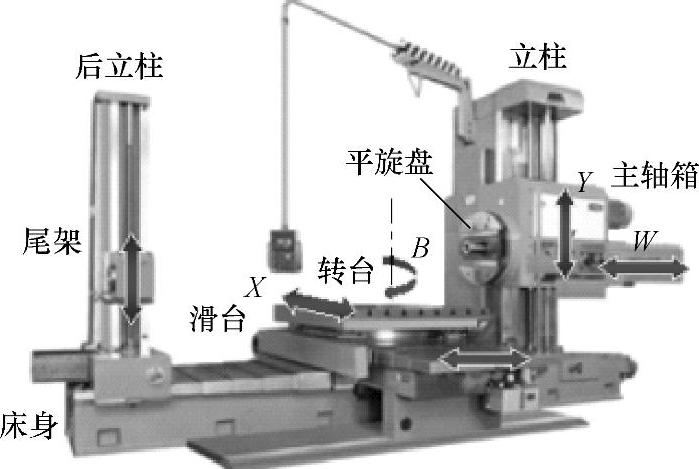
图6.1-1 卧式镗床的基本结构
2)立柱:立柱又称主立柱或前立柱。立柱用来支承和安装主轴箱,立柱上的导轨是主轴箱上下运动(Y轴)的导向部件。
3)工作台:工作台用来安装工件。中小规格的卧式镗床工作台一方面可随同滑台在床身上前后移动,实现轴向(Z轴)定位和进给,另一方面还可在滑台上左右移动,进行水平方向(X轴)的定位和进给。
4)主轴箱:主轴箱是主轴的支承和变速部件,主轴前端的锥孔可用来安装刀具,箱体内安装有主轴变速结构,通过变速,使主轴(刀具)获得加工所需的切削速度。主轴箱可沿立柱导轨上下移动,进行垂直方向(Y轴)的定位和进给。在大多数机床上,主轴(镗杆)还可在箱体内轴向伸缩,进行轴向辅助定位和进给。
平旋盘、转台、后立柱等是卧式镗床的选配部件,其主要作用如下。
1)平旋盘:卧式镗床加工中小孔用的钻、镗刀具可直接安装在主轴上,如需要进行大孔径的镗孔加工,主轴的前端可安装平旋盘。平旋盘上有数条用来安装刀架的T形槽,安装在平旋盘上的刀架既可作径向运动,也可进行轴向位置调整。平旋盘可随主轴旋转,故可利用所安装的刀具,加工大直径孔或端面。
2)转台:转台可带动工件作水平回转运动(B轴),以便改变加工面,扩大机床的加工范围,它是卧式镗床的基本选件。普通卧式镗床的转台一般只能用于固定位置的分度定位,不能用于切削进给和任意角度定位。
3)后立柱:后立柱一般用来支承长杆镗刀的尾端,以便实现跨越工作台的深孔或同轴孔的镗削加工,提高镗杆的刚度和镗孔精度。后立柱上的尾架可在立柱导轨上升降,以调节镗杆支承座的位置。
2.数控镗铣床
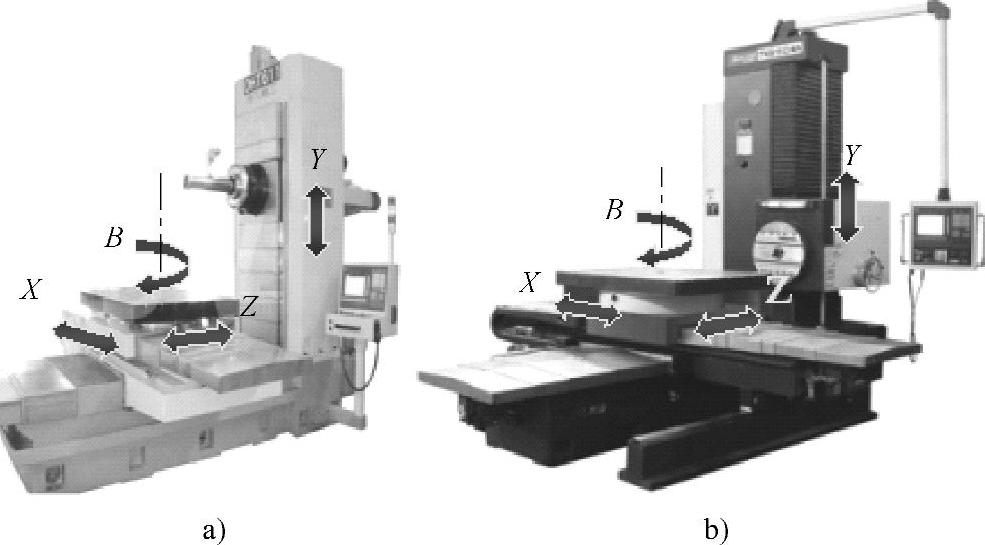
卧式数控镗铣床的基本结构如图6.1-2所示,它同样具有主轴箱、工作台、床身、立柱等基本部件。数控镗铣床和卧式镗床的主要结构区别如下。
 (www.daowen.com)
(www.daowen.com)
图6.1-2 卧式数控镗铣床
a)小型机床 b)大中型机床
1)基本结构。为了提高机床利用率,使得机床具备粗、精加工的能力,数控机床对结构刚度、强度和抗振性的要求较高。因此,中小型卧式数控镗铣床常采用图6.1-2a所示的框式立柱、主轴箱两侧支承结构,以改善受力,减小热变形,增强刚性。在大中型机床上,为了提高工作台的支承刚度,增加X轴行程,还经常采用图6.1-2b所示的床身两侧安装辅助支承导轨的结构。
2)平旋盘:为了能够加工大直径孔,大中型数控镗铣床一般也配有平旋盘,但小型卧式数控镗床一般不安装平旋盘,大直径孔的加工可通过圆弧插补铣削工艺代替。此外,由于带平旋盘的机床自动换刀十分困难,因此,卧式加工中心一般无平旋盘,其大直径孔的加工同样可利用铣削加工实现。
3)转台:卧式数控镗铣机床一般采用可任意角度定位和切削进给的数控转台(B轴),以便进行铣削螺旋;即使在使用分度工作台的机床上,其分度也可通过CNC控制,其分度单位较小、分度精度较高。
4)后立柱:数控镗铣床可通过高精度的数控转台、利用工作台180°回转的双面加工工艺来加工深孔,故无后立柱。
3.主要特点
与立式数控镗铣床相比,卧式数控镗铣床主要具有如下特点。
1)布局合理:立式机床的主轴轴线垂直于工作台面,主轴箱位于工作台的正上方,工作台面的敞开性较差,大型工件的装卸较为困难;此外,为了保证机床的主轴刚性与精度,机床的Y轴行程不能过大。卧式数控镗铣床的主轴位于工作台侧面,台面的上部完全敞开;机床的Y轴是主轴箱沿立柱的上下运动轴,其行程可很大,因此,其工件装卸方便、加工范围大,可用于大型工件的加工。
2)适用面广:立式数控机床上的刀具位于工件的上方,三轴基本型机床只能进行工件上表面的加工;即使在选配数控转台的立式机床上,由于机床结构、Z轴行程和工件安装等方面的限制,它也只能用于小规格箱体类零件的加工。但是,卧式数控机床可方便地通过工作台回转,进行图6.1-3所示的中大型箱体类零件的侧面加工,机床适用面更广。
卧式机床还可采用后述的刨台式、动柱式和落地式结构,实现大型床身、大型箱体和重型机械构件的加工。
3)加工精度高:卧式机床的结构稳定,工作台支承刚性好;机床的主轴箱可采用两侧支承,其结构对称、热变形影响小,主轴的刚度和精度高,因此,机床可达到比立式加工中心更高的定位和加工精度。例如,瑞士DIXI公司生产的JIG系列卧式加工中心,其全行程实测的定位精度仅为0.99μm,这是迄今全世界最高精度的加工中心。
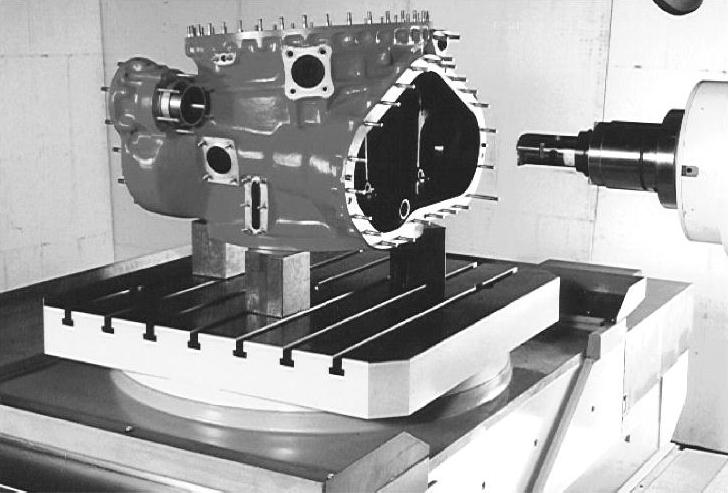
图6.1-3 卧式镗铣床的箱体加工
4)工作台交换方便:卧式加工中心的主轴位于工作台的侧面,工作台面上部完全敞开,因此,其工作台自动交换装置(APC)的布置较为容易,它可方便地通过180°回转、工作台移动等方式自动交换工作台。
5)结构复杂:为了充分发挥机床的性能,满足各类箱体及床身、机架、梁等大型零件的高效加工需要,卧式数控机床往往配有数控转台、交换工作台等部件,机床的结构普遍比立式机床复杂,其体积、重量均大于同规格的立式加工中心,机床的生产制造成本和价格较高;落地式数控镗铣床更是体积庞大、价格昂贵。
6)五轴加工形式单一:卧式机床的B轴回转十分方便,因此,卧式数控机床普遍带有四轴控制功能。但是,由于高速、高精度卧式加工机床一般都采用框式立柱,主轴箱位于封闭的立柱框架内,故不能像立式加工中心那样,进行主轴箱的回转和摆动,其五轴加工的结构单一,采用双轴转台实现五轴加工几乎是卧式五轴加工中心的唯一选择,它不宜用于叶片、模具、梁、床身等大型长构件的五面加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





