1.换刀过程
采用机械手换刀的加工中心,刀库可布置于立柱的侧面,刀具的数量不受结构的限制,且可实现刀具预选,换刀动作迅捷,故可提高换刀速度,因此,这是一种高速、高性能加工中心普遍采用的换刀方式。
机械手换刀装置的运动控制可通过气动、液压、机械凸轮联动机构等实现,与气动、液压控制相比,机械凸轮联动换刀具有换刀迅捷、定位准确的突出优点,它在加工中心上得到了较为广泛的应用。
换刀机械手的形式和种类繁多、结构各异,有单臂单爪回转式、单臂双爪回转式、双臂回转式、多机械手换刀等,其中以单臂双爪回转式最为常用。大型机床的刀库往往远离主轴布置,此时机械手还需要作移动运动。
立式加工中心的机械手换刀装置,目前已经有专业生产厂家作为功能部件专业生产,机床生产厂家一般直接选用标准部件。
图5.5-3所示为专业生产厂家生产、中小规格立式加工中心常用的单臂双爪回转式凸轮联动机械手换刀装置示意图,其换刀的动作过程如下。
1)刀具预选:在机床进行加工的同时,根据CNC的T指令,通过回转电动机2,将下一把需要交换的刀具事先回转到刀库的刀具交换位置7,为换刀做好准备,完成刀具的预选动作。
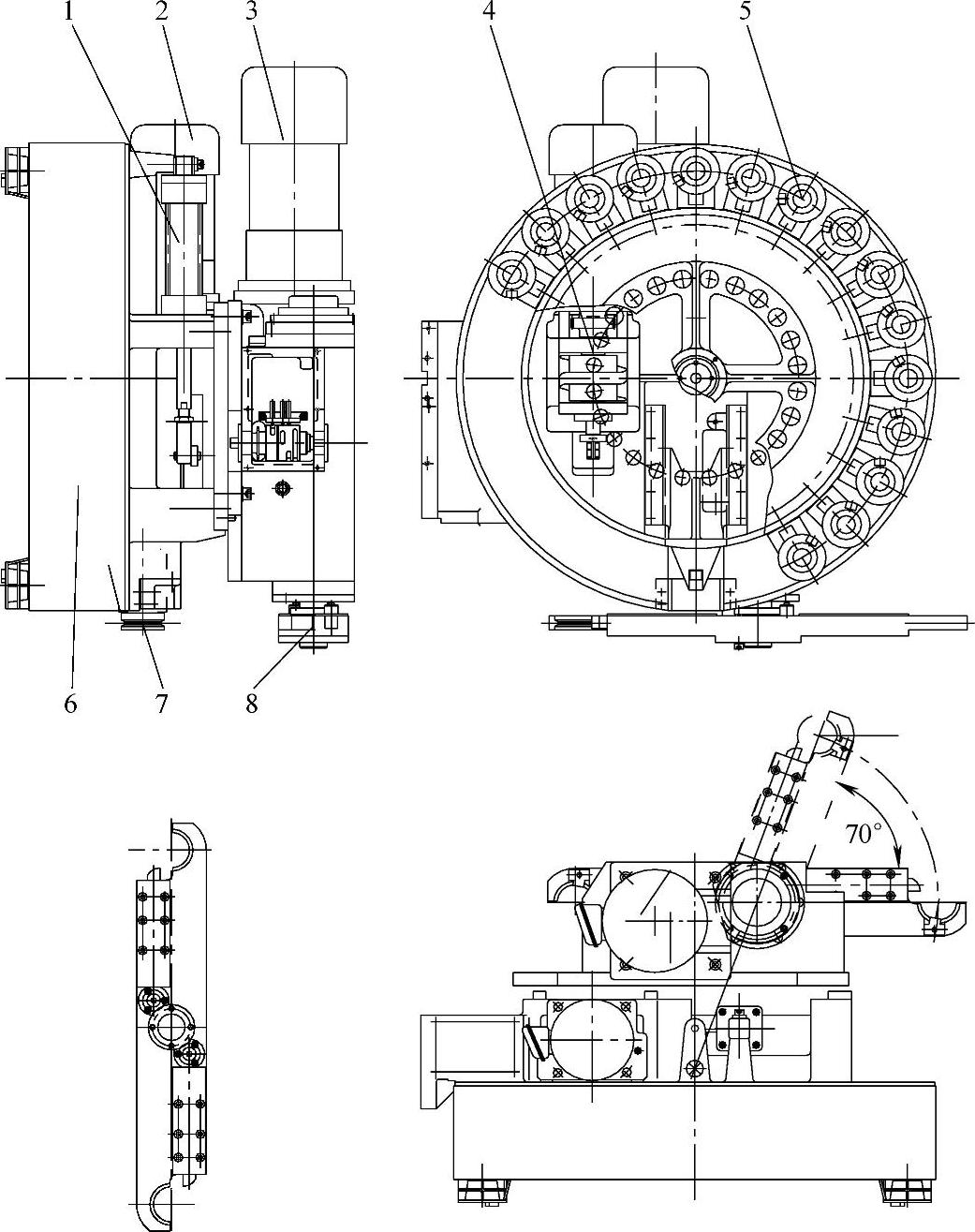
图5.5-3 机械手换刀装置示意图
1—刀座转位气缸 2—回转电动机 3—机械手电动机 4—回转凸轮 5—刀座 6—刀库 7—刀具交换位置 8—机械手
2)主轴定向准停和Z轴运动:当CNC的换刀指令发出后,先进行主轴定向准停,使主轴刀具刀柄上的键槽和刀库上刀具的定位键方向一致,并将Z轴快速向上运动到换刀位置。与此同时,通过刀座转位气缸1,将刀库刀具交换位置7上的刀具连同刀座向下翻转90°,使刀具轴线和主轴轴线平行。
3)机械手回转:当Z轴到达换刀位置、刀库上的刀具完成90°翻转动作后,在机械手电动机3的驱动下,通过机械凸轮机构回转70°,使得两侧的手爪分别夹持刀库换刀位和主轴上的刀具。
4)卸刀:机械手完成夹刀动作后,刀库及主轴内的刀具同时松开;刀具松开后,机械手手臂在机械手电动机3的驱动下,通过机械凸轮机构向下伸出,刀库和主轴上的刀具被同时取出,完成卸刀动作。
5)刀具换位:卸刀完成后,机械手手臂在机械手电动机3的驱动下,通过机械凸轮机构旋转180°,进行刀库侧和主轴侧的刀具互换。
6)装刀:刀具完成换位后,机械手手臂在机械手电动机3的驱动下,通过机械凸轮机构向上缩回,将刀具同时装入刀库和主轴,并夹紧。
7)机械手返回:刀库和主轴内的刀具夹紧后,机械手在机械手电动机3的驱动下,通过机械凸轮机构反向旋转,回到起始位置,完成换刀动作。
8)换刀完成后,Z轴便可向下运动进行正常加工,同时,刀座转位气缸1将从主轴上换下的刀具连同刀座向上翻转90°,然后,根据CNC下一把刀的T指令,再次进行刀具的预选。
图5.5-3中的刀库回转与定位采用的是蜗杆凸轮分度定位机构,回转凸轮由回转电动机2驱动,刀盘的回转分度通过安装在刀库上的滚轮盘、滚轮和回转凸轮4来实现,其分度回转为间隙运动,每转过一个刀位,刀盘将作短时的停顿,实现刀盘定位。蜗杆凸轮的分度定位原理与车床的刀架回转定位相同,有关内容可参见第3章3.4节。
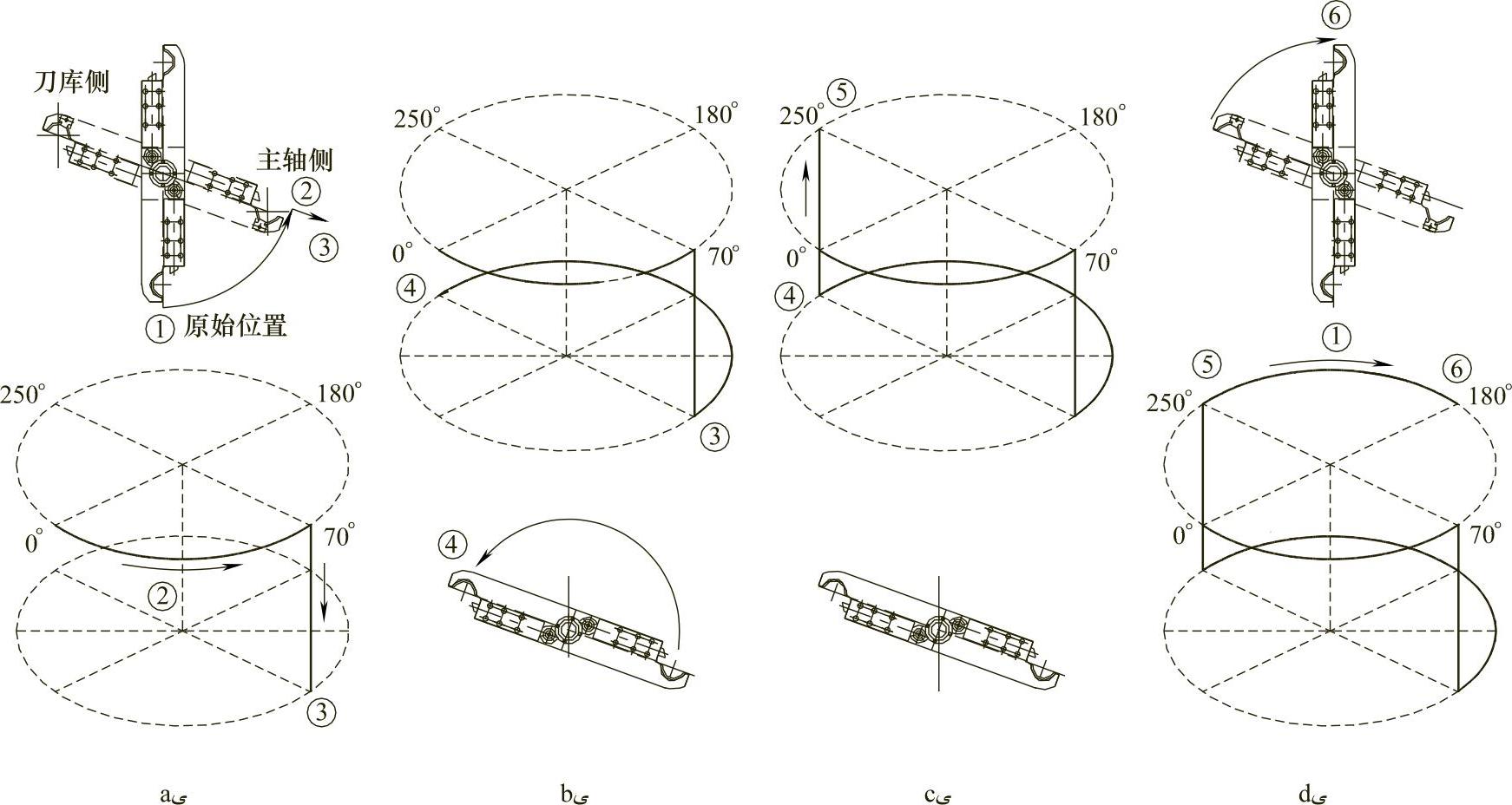
以上换刀动作过程的机械手动作如图5.5-4所示。
 (www.daowen.com)
(www.daowen.com)
图5.5-4 机械手动作图
a)卸刀 b)刀具交换 c)装刀 d)机械手返回
2.典型结构
凸轮联动机械手换刀装置的典型结构如图5.5-5所示,它是目前立式加工中心常用的方式之一,具有换刀快捷、定位准确等优点,近年来得到了较广泛的应用。
图5.5-5所示的凸轮联动机械手换刀装置由两组凸轮机构组成,其中,平面凸轮4和连杆6组成的机构用来实现机械手的伸缩动作;弧面凸轮5和分度盘8组成的机构用来实现机械手的转位动作。换刀时,驱动电动机1通过减速器2与凸轮换刀装置相连,为机械手的运动提供动力;而平面凸轮机构和弧面凸轮机构则可将驱动电动机的连续回转运动,转化为机械手的间隙换刀动作。
平面凸轮4通过锥齿轮轴3和减速器2连接,当驱动电动机1转动时,通过连杆6带动机械手7在垂直方向作上下伸缩运动,实现卸刀和装刀动作。弧面凸轮5和平面凸轮4相连,当驱动电动机回转时,通过分度盘8上的6个滚珠带动花键轴转动,花键轴带动机械手7在水平方向作旋转运动,实现机械手的转位。发信盘9中安装有若干接近开关,以检测机械手实际运动情况,进行电气互锁控制。
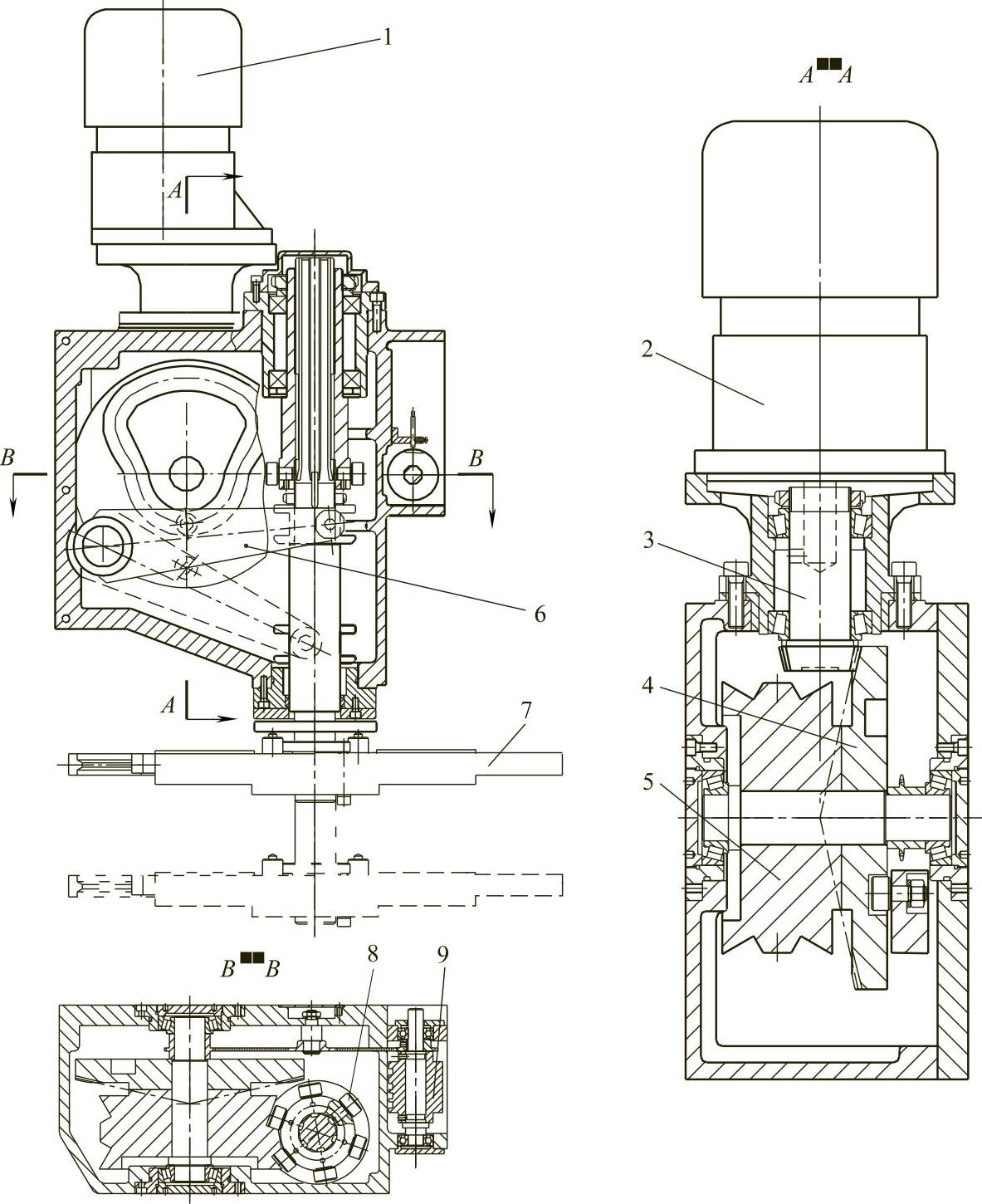
图5.5-5 凸轮联动机械手换刀装置结构图
1—驱动电动机 2—减速器 3—锥齿轮轴 4—平面凸轮 5—弧面凸轮 6—连杆 7—机械手 8—分度盘 9—发信盘
平面凸轮与弧面凸轮的动作曲线如图5.5-6所示。
在驱动电动机带动凸轮转动的10°~60°范围内,弧面凸轮机构完成机械手的70°转位动作;在60°~90°范围内,弧面凸轮、平面凸轮都不产生运动,该区域用于主轴和刀库侧的刀具松开动作。
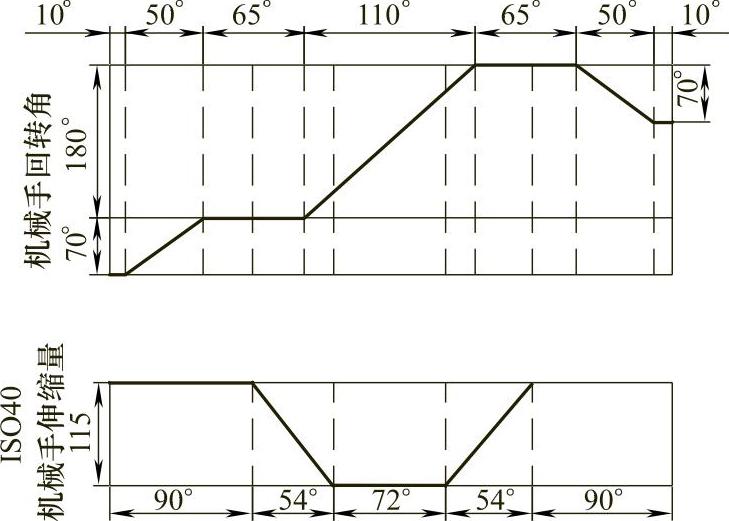
图5.5-6 平面凸轮与弧面凸轮的动作曲线
在凸轮转动到90°~144°范围时,平面凸轮将通过连杆机构带动机械手向下运动。其中,在90°~125°范围,只有平面凸轮带动机械手的向下运动,以便机械手拔出主轴、刀库上的刀具;在125°~144°范围,因刀具已经脱离主轴与刀库的刀座,平面凸轮和弧面凸轮同时动作,即在机械手继续向下运动的同时,开始进行180°转位。
在凸轮转动到125°~240°范围时,弧面凸轮将带动机械手进行180°转位,完成主轴与刀库侧的刀具交换。在216°~240°范围,平面凸轮和弧面凸轮再次同时动作,平面凸轮开始通过连杆机构带动机械手进行向上运动。
在凸轮转动到216°~270°范围时,平面凸轮将带动机械手向上运动,机械手同时将主轴和刀库侧的刀具装入刀座,完成装刀动作。在接着的270°~300°范围,弧面凸轮、平面凸轮均不产生机械手运动,该区域用于实现主轴和刀库侧的刀具夹紧动作。
在凸轮转动到300°~360°范围时,弧面凸轮将完成机械手70°反向转位动作,机械手回到原位,换刀结束。
以上整个动作过程一般可以在1~2s的时间内完成。由于换刀前刀库已经完成了刀具的预选动作,因此,采用凸轮换刀机构的立式加工中心,其换刀动作十分快捷。凸轮联动机械手换刀装置目前一般选用专业厂家生产的标准部件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







