1.基本结构
复合机床(Complex Machine Tools,CMT)是指在一台机床上复合了不同结构或加工方法的机床。复合加工机床适应了现代社会最大限度地利用资源、大幅度提高劳动生产率的要求,它为一台机床从毛坯到成品的完全加工提供了可能,它是当前世界机床技术的发展方向和衡量机床技术水平的标志性产品。
复合加工机床有两方面的含义:一是不同结构形式的同类机床复合,如立卧复合加工中心等;二是不同加工方法的机床复合,如车铣、车磨及车铣磨复合加工等。从一般意义上说,早期的复合机床多指前者;当前的复合机床则多指后者。立卧复合加工中心是最早出现的复合加工机床,但传统意义上的立卧复合只能实现立式和卧式加工的转换,这种机床已逐步被五轴加工机床所替代。现代复合加工机床从结构型式上主要有两类:一是以数控车床为基型、以车削加工为主的车铣复合、车铣磨复合加工中心;二是以加工中心为基型、以镗铣加工为主的铣车复合加工中心、棒料加工中心等。
随着技术的进步,复合加工的范围正日益扩大,并出现了金属切削和特种加工复合的机床,如车、铣加工和激光、超声波加工的复合等。但是,从机床结构设计和经济性方面考虑,在一台机床上完成从毛坯到成品的全部加工,目前还只限于特定的零件和加工方法,如齿轮加工等还很难和其他加工进行复合。
在立式加工中心的基础上,实现铣车复合的加工较为容易,作为一般方法,只需要将数控回转轴改为能用于车削加工的高速数控转台便可,其常见结构有图5.2-9所示的两种。
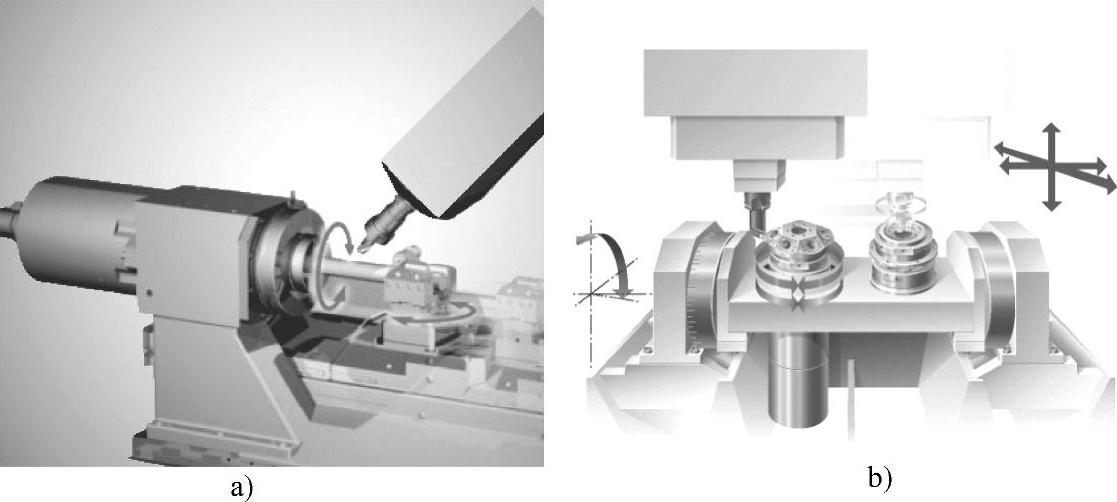
图5.2-9 铣车复合加工中心
a)A轴车削 b)C轴车削
图5.2-9a是以A轴为车削主轴、主轴箱摆动(B轴)的结构,它适合于长度较长的轴类零件铣车复合加工,又称棒料加工中心。图5.2-9b是以C轴为车削主轴、A轴转台摆动的结构,它适用于法兰、端盖类零件的铣车复合加工。
2.棒料加工中心
棒料加工中心外形如图5.2-10a所示,它一般以主轴摆动的五轴立式加工中心为基型,工作台上安装有卧式高速数控转台(A轴);主轴箱可绕Y轴左右摆动(B轴)。为了能够实现棒料的连续加工,机床一般带有自动输送装置;工作台上一般还安装有与X轴平行的辅助运动轴U,以便用来安装图5.2-10b所示的尾座或图5.2-10c所示的夹持器等辅助部件。

图5.2-10 棒料加工中心
a)外形 b)带尾座 c)带夹持器
棒料加工中心用于镗铣加工时,A轴切换到位置控制方式,成为普通的数控回转轴;主轴换上镗铣类刀具,机床便可通过A轴回转和B轴摆动,对轴类零件的侧面进行图5.2-11a所示的五轴镗铣加工。当B轴在0°位置定位夹紧(主轴垂直)、A轴切换到车削控制方式、主轴换上车刀并锁紧时,机床可像卧式数控车床那样,通过X、Z轴的运动,对A轴上的工件进行图5.2-11b所示的轴类零件外圆、端面车削加工。当B轴在90°位置夹紧(主轴水平)、A轴定位并夹紧、主轴换上钻头、丝锥或镗铣刀时,机床就可通过Y、Z轴定位和X轴进给,对安装在A轴上的工件进行图5.2-11c所示的端面孔(或槽)加工。
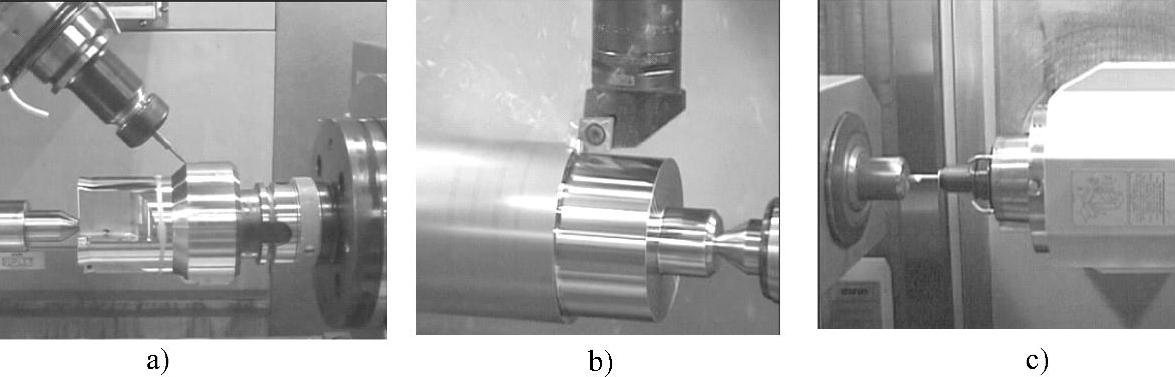
图5.2-11 棒料铣车复合加工
a)五轴镗铣加工 b)端面、外圆车削 c)端面孔加工(https://www.daowen.com)
3.法兰类复合加工中心
端盖、法兰类零件铣车复合加工中心一般以双轴回转台的五轴加工中心为基型,其C轴为可用于车削加工的立式高速数控转台。
当机床用于镗铣加工时,C轴切换到位置控制方式,成为普通的数控回转轴;主轴换上镗铣类刀具,便通过C轴回转和A轴摆动,进行端盖、法兰、叶轮等零件的五轴加工。
当主轴换上车刀并锁紧后,如A轴在90°位置定位夹紧、C轴成为水平并切换到车削方式,机床便可像卧式数控车床那样,通过X、Z轴的运动,对C轴上的工件进行图5.2-12a所示的外圆、端面车削加工;如A轴在0°位置定位夹紧、C轴成为垂直并切换到车削方式,机床可像立式数控车床那样,进行图5.2-12b所示的外圆、端面车削加工。
当主轴换上钻头、丝锥或镗铣刀具,A、C轴同时定位并夹紧时,机床就可对端盖、法兰等回转体零件的侧面进行图5.2-12c所示的孔或平面、槽的铣削加工。

图5.2-12 法兰铣车复合加工
a)卧式车削 b)立式车削 c)侧面加工
4.龙门复合加工中心
大型零件的铣车复合加工一般采用龙门式结构,机床的基本形式可以是工作台移动的定梁式或动梁式龙门加工中心,也可以是龙门移动式或桥架式加工中心。
工作台移动的铣车复合龙门加工中心如图5.2-13所示,它通过在工作台上安装车削用的C轴高速数控转台,拓展了车削加工功能。当机床需要进行钻、镗、铣加工时,C轴转台切换为位置控制方式,成为数控回转轴,以便直接进行圆周槽铣削和圆周分布孔的定位,其功能相当于一台带有C轴的四轴龙门加工中心。当机床用于车削加工时,X轴定位于转台中心、C轴切换到车削高速旋转方式,它就成了一台双柱立式数控车床。
龙门移动式大型铣车复合加工中心如图5.2-14所示,机床一般具有独立的车削和镗铣加工区,车削加工区安装有立车用的回转工作台,镗铣加工区则安装有固定工作台。这种铣车复合加工中心实际上相当于数控立车和龙门加工中心的组合,但它不能通过一次安装直接对同一零件进行车铣复合加工。
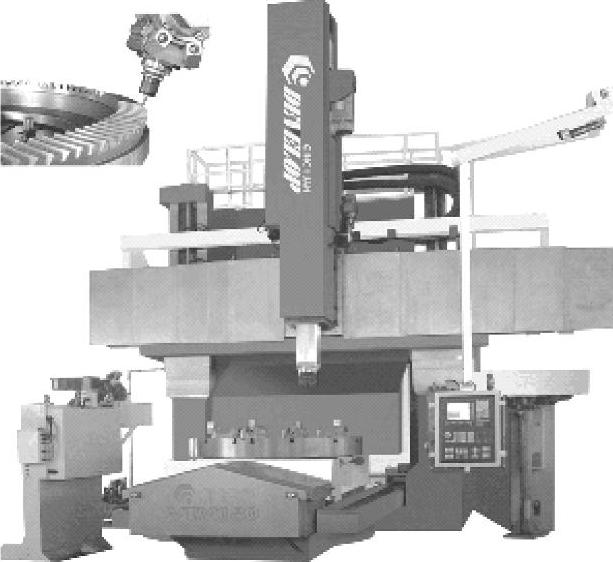
图5.2-13 工作台移动的铣车复合龙门加工中心
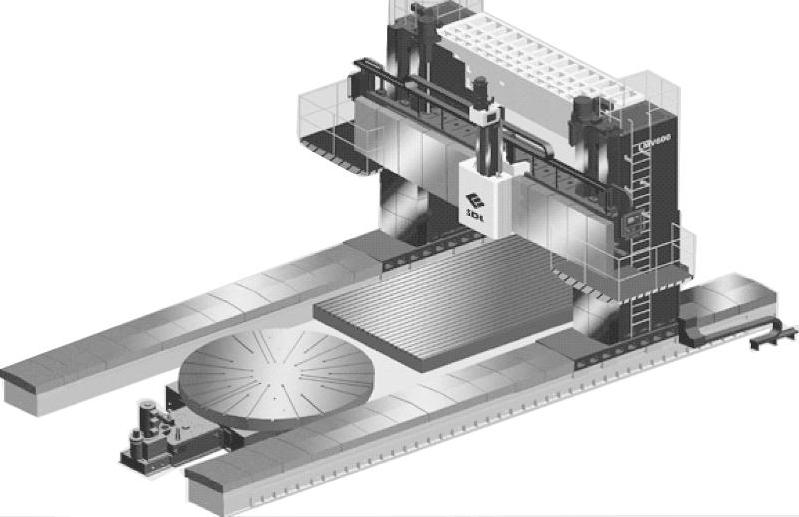
图5.2-14 龙门移动式大型铣车复合加工中心
以上两种形式的机床如果配套主轴摆动头,还可用于五轴加工,但其主轴的刚性将降低,车、铣加工能力受到影响,适合于轻金属的高速加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





