
图5.2-4 X轴上置式加工中心
五轴加工机床不仅可以用来完成叶轮、叶片、模具等复杂零件的加工,而且也是铣车复合加工中心的基本要求,它同样是当代数控机床的发展方向之一。
立式加工中心的主轴位于工作台上方,主轴箱周围空间较大,因此,它不但可通过工件回转,而且还可通过主轴摆动来实现五轴加工。
1.工件回转式
中小规格的五轴加工中心一般利用图5.2-5所示的A/C双轴数控转台,通过工件旋转来调整加工方向,使刀具轴线垂直于加工表面,实现五轴加工功能。
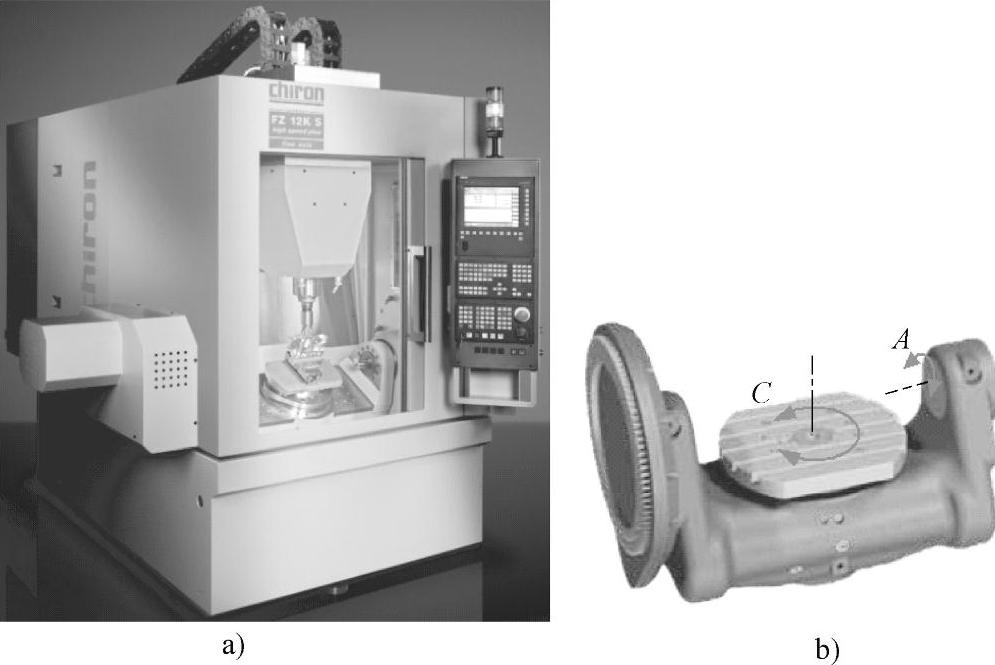
图5.2-5 带A/C双轴的五轴加工中心
a)机床外观 b)双轴转台
双轴数控转台一般采用C轴360°回转、A轴摆动的结构,A轴摆动的范围通常在120°(-15°~105°)~180°(-60°~120°)之间。双轴回转工作台目前已经有专业生产厂家作为标准部件生产。机床如果选配高速A轴或C轴数控转台,就可成为一台小型车铣复合加工中心。
利用双轴数控转台的五轴加工实现容易、回转速度快、定位精度高,且不受机床结构布局的限制,但为了保证机床的Z轴行程和工件的安装高度,其C轴回转半径和A轴摆动角度通常较小。此外,转台的结构层次较多,工作台承载能力较差,故适合于叶轮、端盖、泵体等小型零件的五轴加工。
为了增强机床刚性,提高工作台承载能力,扩大加工范围,专门用于五轴加工的机床一般采用图5.2-6所示、直接将机床工作台设计为双轴回转台的结构型式。
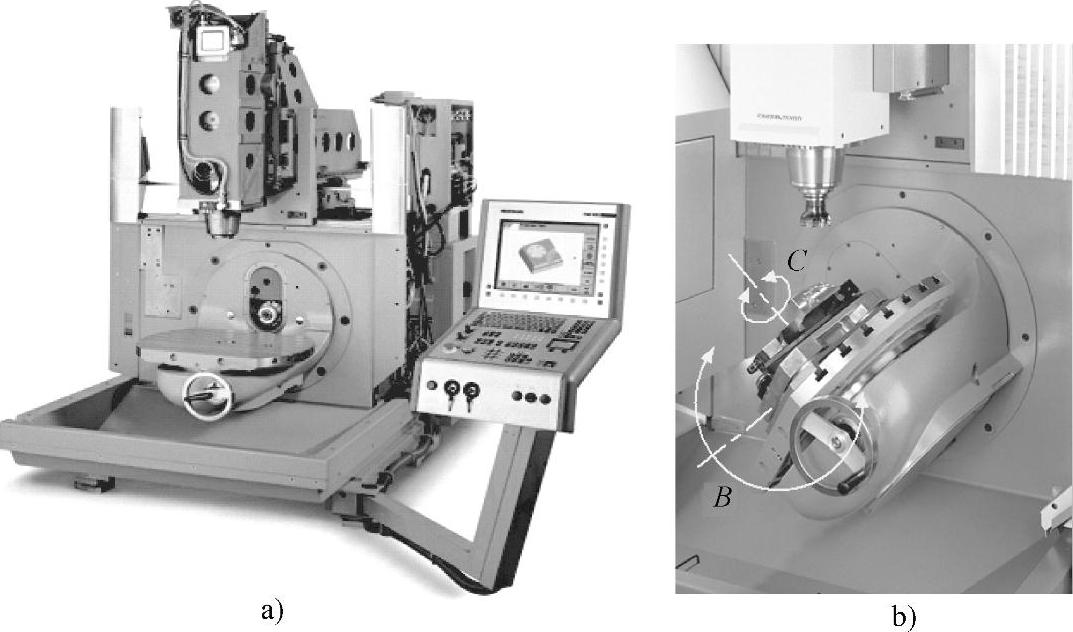
图5.2-6 带B/C轴的五轴加工中心
a)机床外观 b)转台
这种机床专门为五轴加工所设计,其C轴可以进行360°回转,B轴的摆动范围可达240°左右,且转台面积大、加工范围宽,回转速度和定位精度也较高,故可用于大规格的叶轮、箱体类零件加工。但由于机床无水平工作台,X轴行程较短,故其通用性相对较差。此外,机床原则上应采用箱体运动式结构。(www.daowen.com)
以上单纯利用工件回转进行五轴加工的机床,由于结构所限,其加工范围一般均较小,故不能用于大型叶片、叶轮、箱体等零件的加工。为此,大规格的五轴加工中心需要采用主轴摆动与工件回转结合的五轴加工形式。
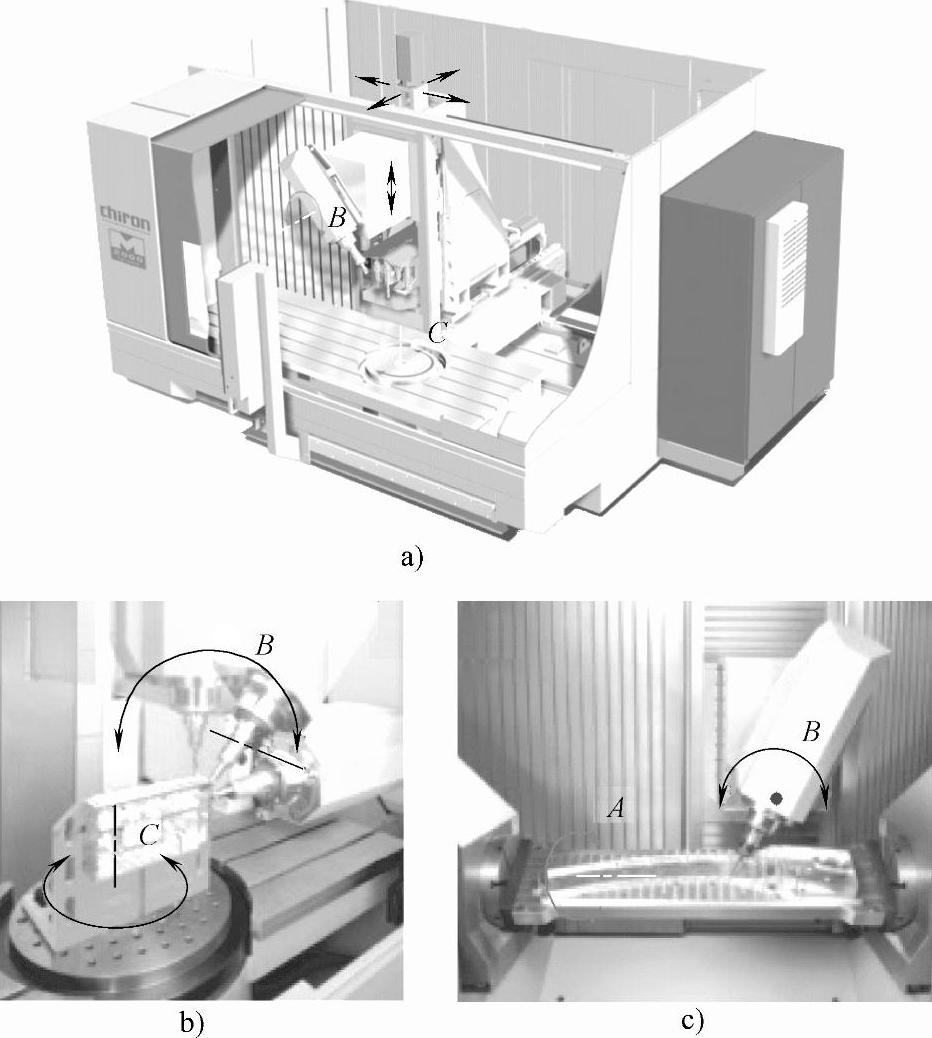
图5.2-7 混合回转五轴加工中心
a)基本结构 b)配C轴转台 c)配A轴转台
2.混合回转式
大型五轴加工中心一般在立柱移动式机床的基础上,通过图5.2-7所示的主轴和工件的混合回转实现五轴加工。这种加工中心的加工范围大、主轴刚性好、工作台承载能力强、五轴加工范围宽,故可用于大型箱体、梁、模具、叶片、机架等长构件的五轴加工。
混合回转五轴加工中心的主轴箱一般可进行180°摆动,在此基础上,如果配置图5.2-7b所示的360°回转C轴数控转台,便可进行大型叶轮、箱体类零件的五轴加工;如果配置图5.2-7c所示的A轴数控转台,则可进行大型叶片、箱体、模具、机架类长构件的五轴加工。
混合回转五轴加工中心的主轴箱摆动需要有足够空间,故宜采用立柱移动或工作台移动的大型立式加工中心,机床如果选配高速A轴或C轴数控转台,就很容易成为一台大型车铣复合加工中心。
3.主轴回转式
龙门加工中心的主轴空间大,但工作台和工件的体积大、重量重,因此,通过选配图5.2-8所示的回转摆动头实现五轴加工是绝大多数龙门加工中心的基本选择。
五轴龙门加工中心的C轴为回转轴,可进行360°回转;B轴为摆动轴,其摆动范围一般在±95°左右。由于结构的限制,五轴龙门加工中心的双向回转头的主传动系统布置较为困难,故目前一般只能使用电主轴进行直接驱动,其主轴的转速高,但输出转矩较小、刚性较差,因此,只能用于小规格刀具的高速加工。
五轴龙门加工中心保留了龙门加工中心的加工范围大、行程长的优点,但其主轴结构决定了它不能像其他龙门加工机床那样进行强力、高效、重切削加工,因此,其应用范围局限于航天、军工行业的大型轻合金叶片、螺旋桨等复杂零件或大型模具的高速、五面铣削加工,在一般工业企业的应用相对较少。
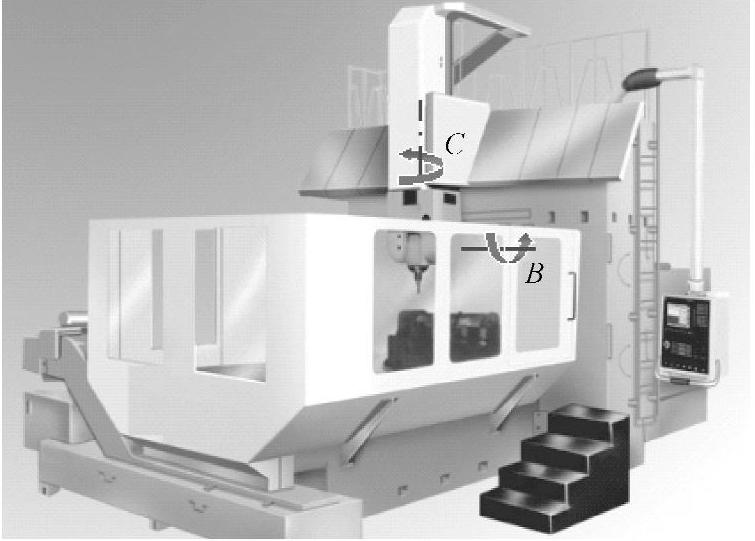
图5.2-8 五轴龙门加工中心
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







