龙门式机床是用于大型零件平面、斜面和孔加工的大型设备,广义上属于立式加工中心的范畴。龙门式机床的加工范围大、加工效率高、工件装卸方便,特别适合于各种大型模具和机床床身、工作台、立柱等工件的加工。龙门加工中心在龙门数控镗铣类机床的基础上,增加了自动换刀装置,一次装夹可完成多工序加工,实现了工序的集中和工艺的复合,机床的加工效率更高、功能更强、适用范围更广。
1.基本结构
龙门加工中心的基本结构主要有定梁式、动梁式、龙门移动式和桥架式四种,其主要特点如下。
(1)定梁式
定梁式龙门加工中心如图5.1-6所示,它是中小型龙门加工中心的基本结构。这种加工中心的横梁、立柱均与床身连接成一体,工作台可在床身上进行纵向(X轴)运动,滑座可在横梁上横向移动(Y轴),主轴的轴向进给(Z轴)通过主轴箱或滑枕运动来实现;它不存在立式加工中心的主轴箱悬伸和工件装卸问题,机床的X、Y行程可达数米,其加工范围远大于立式加工中心,故可用于大型零件的加工。

图5.1-6 定梁式龙门加工中心
定梁式龙门加工中心的结构简单、机床整体性好、加工制造和控制容易,但为了保证加工范围,机床需要有足够的横梁高度和Z轴行程,因此,在加工薄板类零件时,Z轴需要大范围下垂,主轴的支承刚性大幅度降低,容易产生振动。此外,由于机床的X轴运动需要通过工作台移动来实现,不仅运动部件的重量重、快速性和定位精度较难保证,而且床身的长度至少为X轴行程的两倍,机床的占地面积很大。
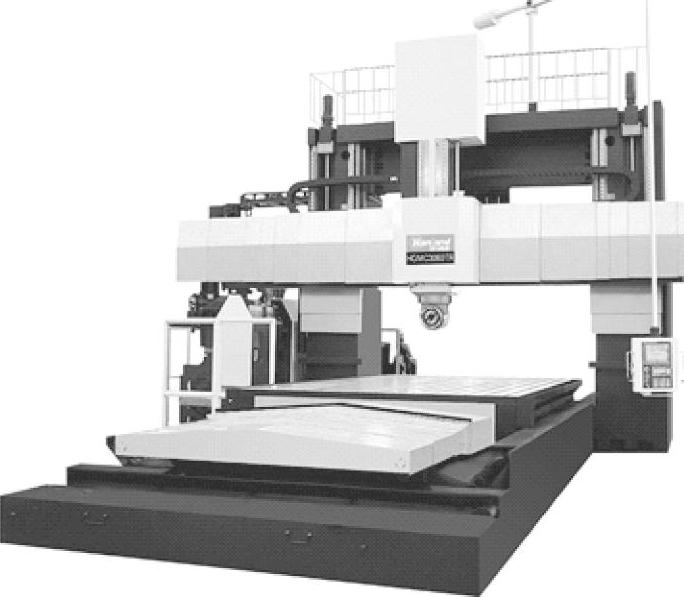
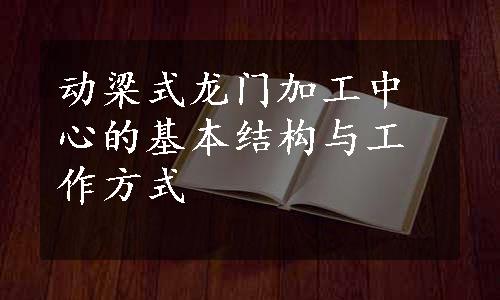
图5.1-7 动梁式龙门加工中心
(2)动梁式
动梁式龙门加工中心是指立柱固定、横梁可升降的龙门加工中心,其基本结构如图5.1-7所示。动梁式龙门加工中心的轴向进给行程可通过横梁的升降调整,因此,可大大缩短Z轴行程,增强主轴刚性。由于横梁的体积大、重量重,其运动速度、定位精度一般较低,因此,横梁升降(W轴)通常只用于轴向行程的大范围调整,正常加工时的主轴轴向进给仍通过主轴箱或滑枕的运动来实现。横梁的升降需要两侧电动机同步驱动,机床的控制、调整、维修较为复杂,因此,多用于大中型龙门加工中心。
(3)龙门移动式
龙门移动式加工中心的X轴通过龙门框的运动来实现,其基本结构如图5.1-8所示。这种机床的X轴运动通过龙门的整体移动来实现,其运动部件重量不变;龙门框的行程只要稍大于工作台尺寸,便可完成工件的全范围加工,其床身长度只有工作台移动式的一半,故较好地解决了工作台移动式机床存在的X轴运动部件重量重、占地面积大等问题,这是重型、特大型龙门式机床的常用结构。
龙门移动式机床的工件安装在与机床分离的大型平台上,工作台为独立部件,它可根据加工需要选配,或直接由用户自己制造。机床如果配置大型车削转台,便可成为一台大型的车铣复合龙门加工中心。
龙门移动式加工中心的龙门移动需要两侧同步驱动,运动部件的结构稳定性和受力情况均较差,故对机械结构刚性、CNC的功能要求均很高,龙门的移动速度、定位精度均受到一定的限制,故一般只能用于特大型零件的粗加工或半精加工。
(4)桥架式
桥架式龙门加工中心如图5.1-9所示,这种机床两侧采用的是墙式立柱,横梁架在立柱上,其结构类似于桥,故称桥架式。(www.daowen.com)
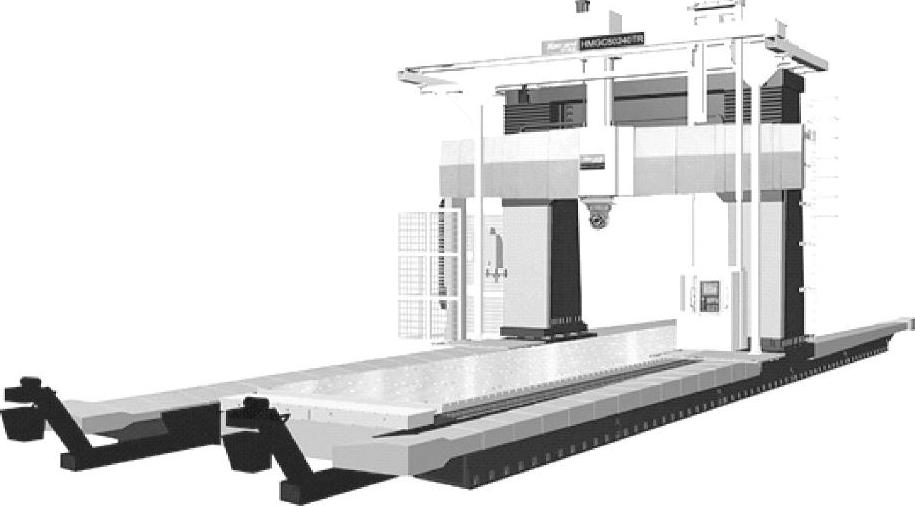
图5.1-8 龙门移动式加工中心
图5.1-9 桥架式龙门加工中心
桥架式龙门加工中心利用横梁在墙式立柱上的运动,替代了工作台和龙门的移动,机床占地面积同样较小,而且,其运动部件的重量比龙门移动式更轻,机床的结构稳定性和受力情况比龙门移动式更好,因此,其运动速度和定位精度高于龙门移动式机床,同时,由于机床的X、Y、Z轴全部上置,故X轴的防护也较简单。桥架式机床的其他性能类似于龙门移动式,如配置大型车削转台,同样可成为大型的车铣复合龙门加工中心。
桥架式机床的横梁移动同样需要两侧同步驱动,机床耗材多。此外,墙式立柱会影响机床的工件装卸和操作性能,因此,多用于对运动速度、加工精度要求较高的中小型龙门加工中心。
2.自动换刀
龙门加工中心以大型零件的自动加工为主要特征,相对于以中小型复杂零件为主要加工对象的立式加工中心而言,机床对刀库容量、换刀速度的要求相对较低,因此,其自动换刀装置的形式相对单一。
龙门加工中心的自动换刀装置总体可分无机械手换刀和机械手换刀两类。无机械手换刀装置的结构简单、动作可靠、控制容易,对刀具的规格、重量基本无限制,因此,它是大多数龙门加工中心常用的换刀方式。
龙门加工中心的无机械手换刀装置和立式加工中心类似,其基本结构如图5.1-10a所示,刀库通常安装在机床侧面,刀具轴线和主轴平行。机床的换刀主要依靠主轴的运动来实现,换刀时需要将Z轴移动至换刀点;接着通过Y轴运动使得主轴移动到刀库换刀位,松开刀具;然后利用Z轴的上下运动和刀库回转运动,完成主轴上的刀具装卸。无机械手换刀装置的动作简单、控制容易、选刀可靠,且刀具直接通过主轴抓取,刀具的规格、重量基本不受限制,因此,可用于各种规格刀具的自动交换,但其刀具不能预选,换刀时间较长。
采用机械手换刀的龙门加工中心如图5.1-10b所示,其刀库一般布置在立柱上,机床结构紧凑、占地面积小,但由于龙门加工中心所使用的刀具规格大、重量重,加上刀库上所安装的刀具方向与主轴不同,因此,自动换刀装置的结构较为复杂,多用于中小规格的定梁式龙门加工中心。
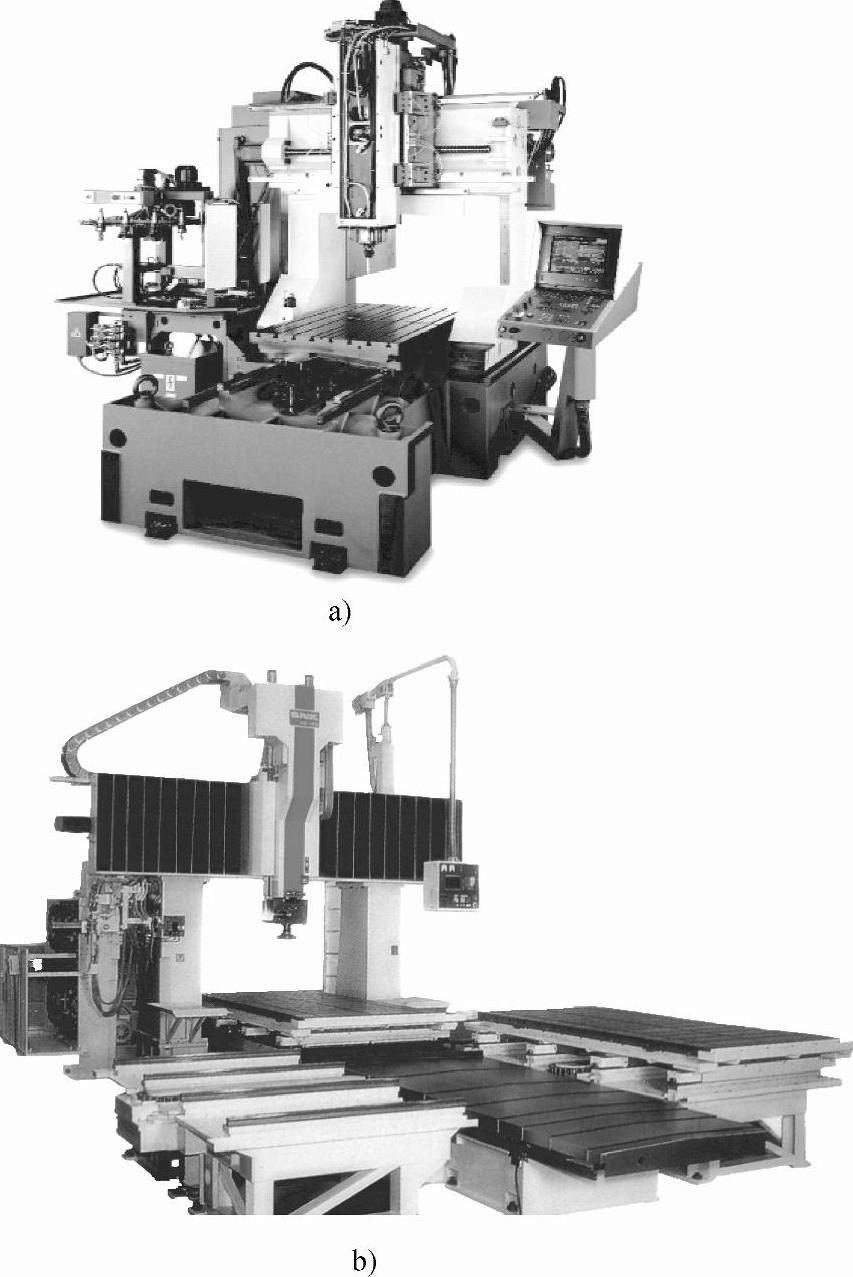
图5.1-10 龙门加工中心的换刀
a)无机械手换刀 b)机械手换刀
3.工作台交换
龙门加工中心的工作台和工件体积大、重量重,工件的加工时间一般较长,因此,配置工作台自动交换装置的机床相对较少。部分中小规格的机床有时可采用图5.1-10b所示的推拉式工作台交换装置。
采用推拉式工作台交换装置的机床,其工件装卸有两个位置,其中一个为“空位”,用来放置从工作位置拉出的工作台;另一个位置安装有需要更换(推入)的工作台。工作台交换时首先需要移动X轴到交换位置,松开工作台后将其从X轴滑座上拉至“空位”,进行工件的装卸;接着将需要更换的工作台推入到滑台,并定位夹紧,这一位置变成“空位”。随着工作台交换的进行,工件装卸的位置交替变换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






