1.结构与特点
工作台移动式加工中心是普通中小型立式加工中心最常见的基本结构,刀具在主平面(XY平面)的运动需通过工作台的移动来实现。
工作台移动式加工中心的基本结构如图5.1-1a所示,它是在立式数控镗铣床基础上,通过增加自动换刀装置所派生出的产品,两者的主要部件结构非常类似。
工作台移动式加工中心的工作台可通过十字滑台,在床身上进行纵向(X轴)和横向(Y轴)运动,主轴箱可在立柱导轨上进行轴向(Z轴)运动。机床整体性好、结构简单、安装运输方便、自动换刀装置的实现容易,因此,它是普通型立式加工中心的常用结构。
工作台移动式机床的刀具主平面运动需要通过工作台移动来实现,工件需随同工作台一起运动,其工件重量将直接影响X、Y轴的移动速度和定位精度;此外,为提高工作台的支承刚性和增加X轴行程,需加长拖板、增加Y轴导轨间距,从而导致Y轴运动部件重量的增加。因此,这种结构一般较少用于高速、高精度加工机床。
工作台移动式机床的主轴箱通过立柱上的导轨支承,Z轴的滚珠丝杠不在主轴箱的重心上,故主轴悬伸距离不能过大,以免影响Z轴和主轴的刚性、快速性和精度,避免产生切削振动;同时机床的X轴行程受到拖板长度和支承刚性的限制,因此,机床的加工范围较小,适合于中小规格立式加工中心。
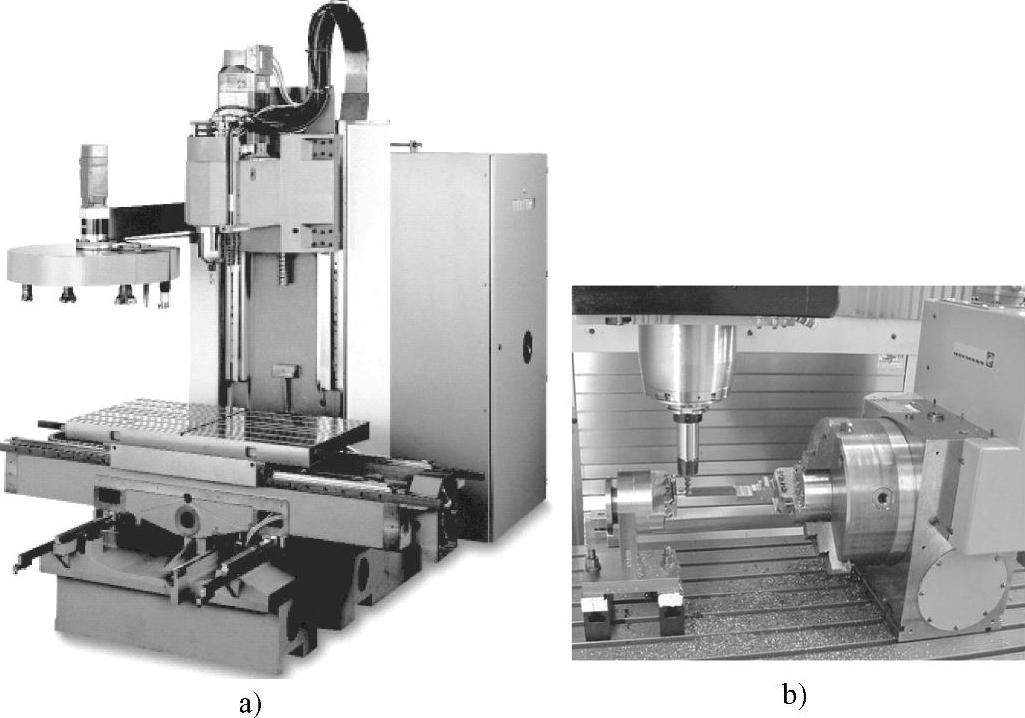
图5.1-1 工作台移动式加工中心
a)基本结构 b)四轴加工
工作台移动式机床的工作台需要在床身上十字移动,其工作台自动交换装置(Automat-ic Pallet Changer,APC)的布置较困难,传统的推拉式交换工作台结构较复杂、交换速度慢,加上排屑和冷却比较困难,因此,大多数机床一般不配置交换工作台。
2.四轴加工
立式加工中心的主轴垂直于工作台面,因此,只具备X、Y、Z三轴控制功能的机床,一般只能进行工件上表面的加工,其加工范围较窄。为了能够进行箱体或回转体零件的侧面加工,机床一般需要配套图5.1-1b所示的卧式数控回转工作台(简称数控转台),增加第4轴(A轴)控制功能。
立式加工中心增加数控转台后,可通过A轴的回转,实现箱体零件的侧面加工;此外,还可通过A轴和X、Y、Z轴的插补加工螺旋槽、螺杆或叶片,从而拓展其应用范围。立式加工中心的数控转台一般为独立的部件,它直接安装在机床工作台上,当机床需要进行大型零件加工时,可随时取消,以恢复工作台的安装面。
3.自动换刀(www.daowen.com)
工作台移动式机床的主轴只有垂直方向的运动,故可采用多种形式的自动换刀装置,其自动换刀的实现较为简单。
图5.1-1a所示的刀库移动式换刀是立式加工中心最简单的换刀方式,它不需要换刀机械手,其刀具交换可通过刀库和主轴的相对运动实现。由于这种机床的刀库外形类似于斗笠,故又被称为斗笠式刀库。
机床卸刀时,首先进行主轴定向准停,并将主轴箱(Z轴)运动到刀具装卸位置,接着,将刀库前移到主轴下方,使刀库上的空刀爪与主轴上的刀柄啮合,然后,松开主轴刀具,并通过主轴箱上升或刀库向下运动取下刀具。机床装刀时,先通过刀库的回转选定刀具,接着,通过主轴箱下降或刀库向上运动,将刀库上的刀具插入到主轴内并夹紧,然后,刀库后移退出回到原位,Z轴便可继续向下,进行零件加工。
刀库移动式换刀具有结构简单、控制容易、换刀可靠,刀具交换前后的安装位置固定不变等优点,但它不能实现刀具的预选动作,即换刀时必须将主轴上的刀具放回到刀库原来的位置,然后才能进行回转选刀,因此,其换刀时间较长。此外,为了保证工件安装和Z轴的加工行程,这种结构的刀库容量、刀具尺寸一般较小,因此,一般用于对加工效率要求不高的普通中小型加工中心。
除上述刀库移动式换刀外,立式加工中心常用的自动换刀装置还有图5.1-2所示的转塔式换刀和机械手换刀两种形式。

图5.1-2 换刀方式
a)转塔式换刀 b)机械手换刀
图5.1-2a所示的转塔式换刀一般用于小型加工中心或钻削中心。转塔式换刀机床的刀库一般倾斜布置于立柱的正面,刀具交换时转塔摆入到主轴下方,然后通过主轴的上下移动装卸刀具;正常加工时转塔摆出,主轴可进行上下运动。转塔的摆动运动,需要利用Z轴上下运动时的机械联动机构实现;刀库的回转选刀则通过主轴的回转实现。
转塔式换刀机床的结构紧凑、换刀速度快、机械零件少,且刀库的回转可借助主轴的回转实现,故不需要回转部件。但是,刀库所安装的刀具数量、尺寸、重量均受到结构的限制,机床对机械联动机构的工作可靠性、数控系统的功能要求均较高,因此,多用于小规格高速加工机床。
图5.1-2b所示的机械手换刀一般用于较大规格的立式加工中心。机械手换刀机床的刀库可布置于立柱侧面,其刀库容量、刀具规格均较大,并可实现刀具的预选,换刀过程十分快捷,因此,可用于规格较大、加工效率要求高的机床。
机械手换刀的形式较多,但总体都需要通过机械手的运动来完成刀具的交换动作,机械手一般需要有伸缩、旋转、松/夹等动作,其运动可通过液压、气动或机械凸轮来实现。机械手换刀机床的刀库需要通过回转进行选刀,当刀库为卧式布置时,换刀位的刀具还需要进行90°翻转动作,其换刀装置的结构和控制较为复杂。在一般机床上,机械手自动换刀装置可直接采用专业生产厂家生产的标准部件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







