1.工艺特征和用途
立式数控铣床和数控镗铣床的功能、用途类似,它们都以刀具旋转为主运动,具有如下共同的工艺特征。
(1)机床适用范围广
数控镗铣床既可用于各种零件的平面、侧面、曲面、沟槽等的铣削加工;也可用于孔的钻、扩、铰、镗、攻螺纹等加工,其工艺范围广,机床适应性强。此外,由于数控镗铣床以刀具旋转为主运动,相对于以工件旋转为主运动的车床而言,其旋转部件(刀具和主轴)的重量轻、结构对称性好,因此,其转速可高达上万转、甚至数万转,可以满足高速切削的要求。
(2)适合单工序加工
数控镗铣床不能自动换刀,故特别适合于工序单一、加工时间长的模具型腔、叶轮、叶片等零件的铣削加工,管板类零件的同孔径孔的成批加工,或是作为批量加工零件的特定工序加工。数控镗铣床不适合于多工序零件加工,因为,频繁的手动换刀和对刀,不但增加了操作者的劳动强度,而且也将大大降低机床的加工效率。
(3)适合上表面加工
主轴轴线垂直的结构特点,决定了立式机床的加工以工件的上表面为主,因此,箱体、法兰、端盖、模具型腔、叶片、管板类零件的铣削和孔加工是其合适的加工对象。
(4)适合中小规格零件
由于结构的限制,升降台结构的数控铣床的工件重量、进给轴行程均较小;数控镗铣床虽然通过采用了床身铣床的结构布局,增加了工作台的支承刚性,但其主轴箱的悬伸距离不能过大,故其Y轴行程一般小于1m。因此,无论立式数控铣床还是镗铣床,一般都以中小规格为主,大型零件的加工应采用卧式或龙门式机床。
立式数控镗铣加工机床可用于各类零件的平面、侧面、曲面、沟槽铣削加工和孔的钻、扩、铰、镗、攻螺纹等加工。工件加工前,应事先加工好零件的基准平面(通常为底面),加工时以此作为定位基准,将工件装夹在工作台上,由工作台带动工件作进给运动;机床的刀具装夹在主轴上,由主电动机带动刀具旋转。立式数控镗铣床的典型加工如图4.2-1所示。
机床用于图4.2-1a所示的孔加工时,刀具在主电动机的驱动下,按照规定的切削速度旋转,接着利用坐标轴的快速定位功能,将刀具中心定位到孔中心,然后利用刀具的轴向进给(Z轴),进行孔加工。加工完成后,通过Z轴的快速移动将刀具退出工件,再进行下一孔的中心定位、加工。
机床用于图4.2-1b所示的平面铣削加工时,刀具按规定的切削速度旋转后,首先通过刀具的轴向(Z轴)定位,将刀具的端面定位到铣削面等高的位置,接着利用坐标轴插补指令,控制刀具沿指定的轨迹进行切削进给,完成平面铣削加工。
机床用于图4.2-1c所示的侧面或槽加工时,刀具按规定的切削速度旋转后,先通过刀具的轴向(Z轴)定位,将刀具的端面定位到铣削底面等高的位置,接着利用坐标轴插补指令,控制刀具沿指定的轮廓轨迹进行切削进给,完成侧面或槽的铣削加工。
镗铣床的孔加工精度和表面质量要高于钻铣类床,利用立式镗铣床进行常规孔加工时,其经济精度等级一般为IT9~IT7、表面粗糙度Ra值为3.2~0.4μm。
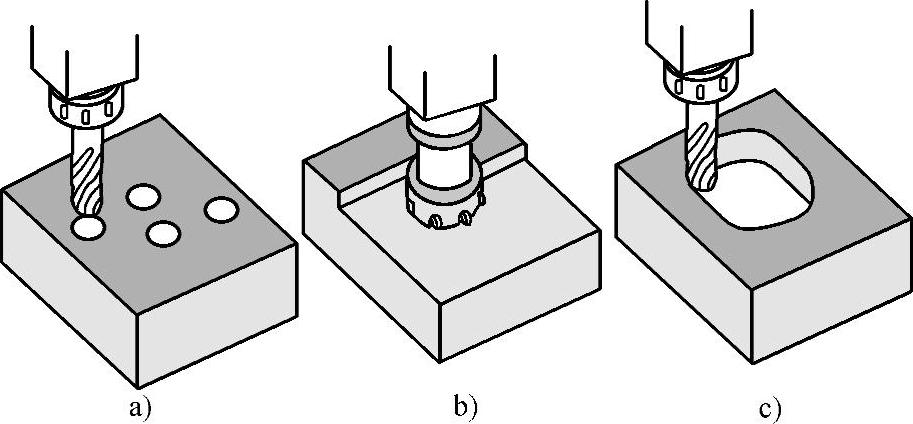
图4.2-1 数控镗铣床的典型加工
a)孔加工 b)平面铣削加工 c)侧面、槽铣削加工
2.主要技术参数
立式数控镗铣床的产品说明书或样本对机床规格的一般描述见表4.2-1。(https://www.daowen.com)
表4.2-1 立式数控镗铣床产品规格表
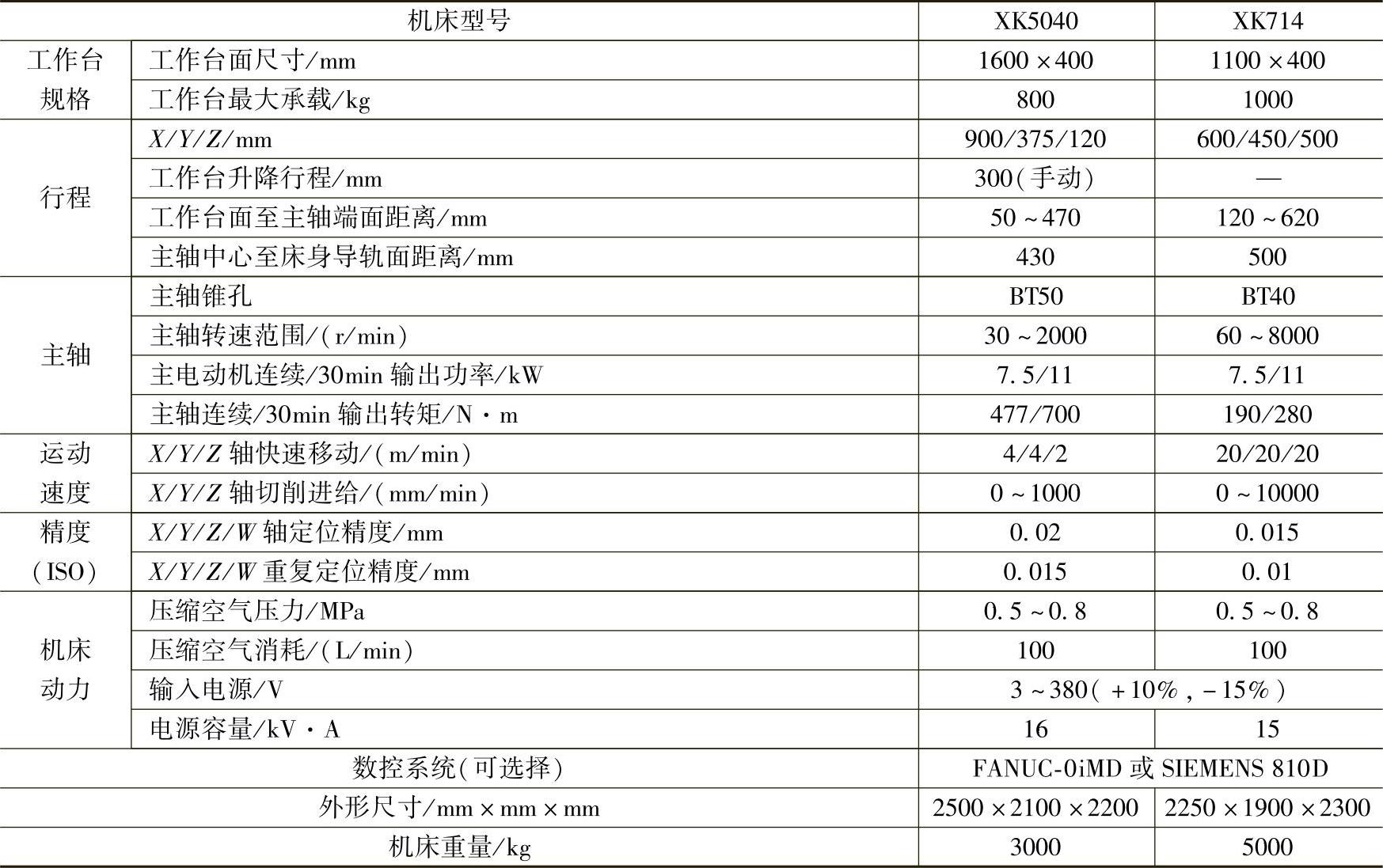
(1)机床型号
本栏由机床生产厂家命名,按GB/T 15375标准,型号代表了机床的类别、结构特征和主参数。立式数控镗铣床常用型号有XK50∗∗、XK71∗和TK56∗∗三种系列。
XK50∗∗是按升降台铣床命名的型号,多用于数控铣床,其主参数∗∗为工作台宽度的1/10,如XK5040的工作台宽度为400mm等。XK71∗是按床身铣床命名的型号,多用于数控镗铣床,其主参数∗为工作台宽度的1/100,如XK714的工作台宽度为400mm等。TK56∗∗是按立式镗铣床命名的型号,其主参数∗∗按GB/T 15375标准应为最大镗孔直径,但实际使用时以工作台宽度的1/10命名的情况居多,如TK5640的工作台宽度为400mm等。
(2)工作台规格
工作台规格表明了机床加工零件的安装范围。台面尺寸是工件基准面的安装区域,工件的外形可以稍大于台面尺寸,但可能会影响到行程参数。工作台载重是机床允许安装的最大工件重量。
(3)行程
行程是刀具(或工作台)在各方向的移动范围。立式数控镗铣床的纵向、横向和轴向行程分别以X、Y、Z轴代表。采用升降台结构的数控铣床的轴向行程实际上包括主轴套筒进给和工作台升降两部分,样本中的Z轴多指可以用于切削加工进给的套筒行程,而工作台升降则多以辅助坐标轴W来表示,手动升降的机床只需表明行程范围。
为了标明刀具的实际运动范围,样本中还需提供“工作台面至主轴端面距离”、“主轴中心至床身导轨面距离”两个参数,前者实际上限定了工件高度和刀具长度;后者则限定了工件的最大宽度。
(4)主轴
主轴参数是用来衡量机床切削加工能力的指标。参数中的主轴转速是指机床在结合机械变速后的主轴实际输出值,而不是主电动机的转速。如果机床所配套的交流主轴驱动系统允许短时间过载工作,在主轴参数上要标明允许过载的值和过载运行时间。主轴锥孔规格则规定了机床所使用的刀具规格(刀柄、拉钉尺寸)。
(5)运动速度
运动速度是用来衡量机床效率的指标。快速移动速度表示的是机床在无切削加工的情况下各坐标轴可以达到的空程定位速度。
(6)定位精度
定位精度是衡量机床性能的重要指标。定位精度是机床在无工件、快速运动的情况下,按照某一标准测量、计算得到的坐标轴在指定范围上的最大定位误差值,参数代表的意义与数控车床相同,可参见第3章的说明。
(7)其他参数
机床的其他参数包括机床正常工作时需要外部提供的基本条件(如电源、气源等)、机床安装运输要求(外形尺寸、重量)以及可以由用户选择的数控系统等需要说明的参数。
以上是立式数控镗铣床在通常情况下需要提供的基本参数,但由于生产厂家、机床结构不同,参数可能有所区别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




