为了能够安装各类刀具、增加刀具安装数量、提高换刀速度,全功能数控车床一般都需要采用液压回转刀架。液压回转刀架的松/夹控制和定位方式类似,刀架通常都采用油缸松/夹、齿牙盘定位的结构,但刀塔的分度回转定位方式有所不同。作为典型结构,常用的有蜗杆凸轮分度和共轭凸轮分度两种,其结构原理分别如下。
1.蜗杆凸轮分度刀架
采用蜗杆凸轮进行回转分度的液压刀架结构如图3.4-13所示。
安装刀具的回转刀塔2安装在刀架前侧,它通过连接盘3和芯轴4连接成一体,刀塔2上安装有定位齿牙盘的上齿盘5,它可以和安装在刀架体7上的下齿盘6啮合,实现精确定位。当刀架松开时,上、下齿牙盘5和6脱开,刀塔可随芯轴4旋转,以实现刀塔的回转选刀动作。
刀架的松开、夹紧油缸位于刀塔后部。刀架松开时,油缸12的右腔进油,活塞13将向左运动,带动芯轴4及安装在芯轴上的刀塔2抬起,使定位齿牙盘的上、下齿牙盘5和6脱开。此时,如果滚轮盘9在蜗杆凸轮11的驱动下旋转,则可通过芯轴上的花键,使得刀塔2连同芯轴4回转。刀架夹紧时,油缸12的左腔进油,活塞13向右运动,带动芯轴4及安装在芯轴上的刀塔2落下,使定位齿牙盘的上、下齿牙盘5和6啮合,刀塔将精确定位。
在图3.4-13所示的刀架上,其刀塔的回转分度通过滚轮盘9、滚轮10、蜗杆凸轮11组成的分度机构实现,其分度回转为具有粗定位功能的间隙运动,每转过一个刀位,刀塔将作短时的停顿,实现粗定位。蜗杆凸轮一般由液压回转油缸驱动。
蜗杆分度的原理如图3.4-14所示。滚轮10均匀安装在滚轮盘9上,滚轮的数量应与刀架的刀位数量一致。蜗杆凸轮10上加工有凸轮槽,其形状类似蜗杆,凸轮槽的中间为封闭的螺旋升降段,两端为敞开的保持段。当蜗杆凸轮进行图示的顺时针旋转时,滚轮A将进入凸轮的螺旋升降段,在凸轮轴的推动下,它将被移动到滚轮B的位置,从而带动滚轮盘顺时针转过一个刀位;同时,滚轮C将被移动到滚轮A的位置,为下一刀位的回转做好准备。当滚轮A到达滚轮B的位置后,滚轮A和C都将进入螺旋槽的保持段,此时,凸轮轴的回转将不会引起滚轮的移动,滚轮盘的回转暂停,刀塔将保持在粗定位位置。如果凸轮轴继续运动,则它又将推动滚轮C到滚轮B的位置,继续转个一个刀位,如此循环。
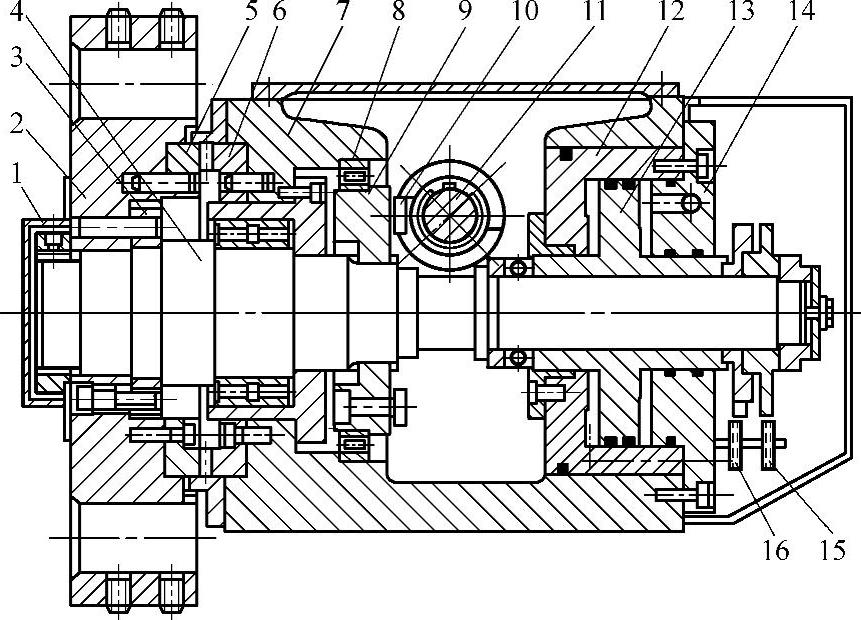
1—端盖 2—刀塔 3—连接盘 4—芯轴 5—上齿盘 6—下齿盘 7—刀架体 8—轴承 9—滚轮盘 10—滚轮 11—蜗杆凸轮 12—松夹油缸 13—活塞 14—缸盖 15—松/夹检测开关 16—刀位计数开关
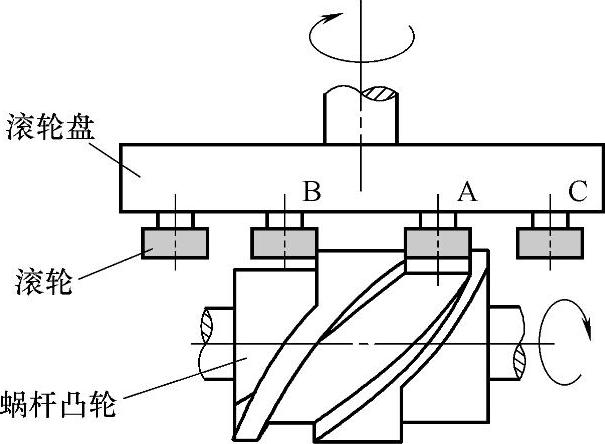
图3.4-14 蜗杆凸轮分度原理
2.共轭凸轮分度刀架
采用蜗杆凸轮分度的刀架,结构简单、安装调整方便,但由于松夹油缸位于后侧,故其体积较大,容易与尾架等部件干涉;此外,刀塔间隙启动和停止时的冲击也较大。因此,中小型机床常采用图3.4-15所示的共轭凸轮分度液压刀架。
共轭凸轮分度的刀架,其松夹油缸位于刀塔前侧,缸体直接加工在箱体上,分度结构位于芯轴侧面,因此,其结构紧凑、体积小,便于机床的安装和布置。
刀架的松夹和分度定位原理和蜗杆凸轮分度刀架类似,当油缸的右腔进油时,活塞3将向左移动,刀塔6抬起,下、上齿牙盘5和7脱开,刀塔便可在回转齿轮2和1的带动下回转选刀。当油缸的左腔进油时,活塞3将向右移动,刀塔6落下,下、上齿牙盘5和7啮合,刀塔便可精确定位。
刀塔的回转分度由回转油缸15驱动,当齿牙盘松开时,油缸的旋转可通过连接轴14,带动共轭凸轮13回转。共轭凸轮13回转时,将通过滚轮盘10,使得齿轮轴9进行间隙分度回转运动,齿轮轴9的运动,便可通过齿轮1、2,带动刀塔进行回转分度。间隙分度运动同样具有粗定位的功能。(www.daowen.com)
共轭凸轮分度的原理如图3.4-16所示。图3.4-16a为滚轮盘结构图,滚轮盘分上下两层、滚珠错位布置,上下层滚珠可分别与共轭凸轮的上下凸轮交替啮合,以实现启动和停止平稳的间隙分度运动。共轭凸轮转动一周(360°),滚轮盘将转过一个分度角。滚轮盘所安装的滚珠数量应与刀位数一致,因此,改变滚轮盘的尺寸和滚珠数量,便可改变分度数;但是,这种结构只能用于刀位数为偶数的刀架分度。
驱动滚轮盘的共轭凸轮同样分为上下两个凸轮,两凸轮45°对称布置,其正反转运动轨迹相同。当共轭凸轮转动时,上下凸轮可以交替与滚轮盘的上下层啮合,并实现平稳加减速和间隙分度定位。
共轭凸轮的运动轨迹如图3.4-17所示。假设位置1为共轭凸轮的起始位置,当凸轮顺时针回转到位置2时,由于上、下凸轮的半径均保持不变、故滚轮盘不回转;刀塔处于粗定位状态。
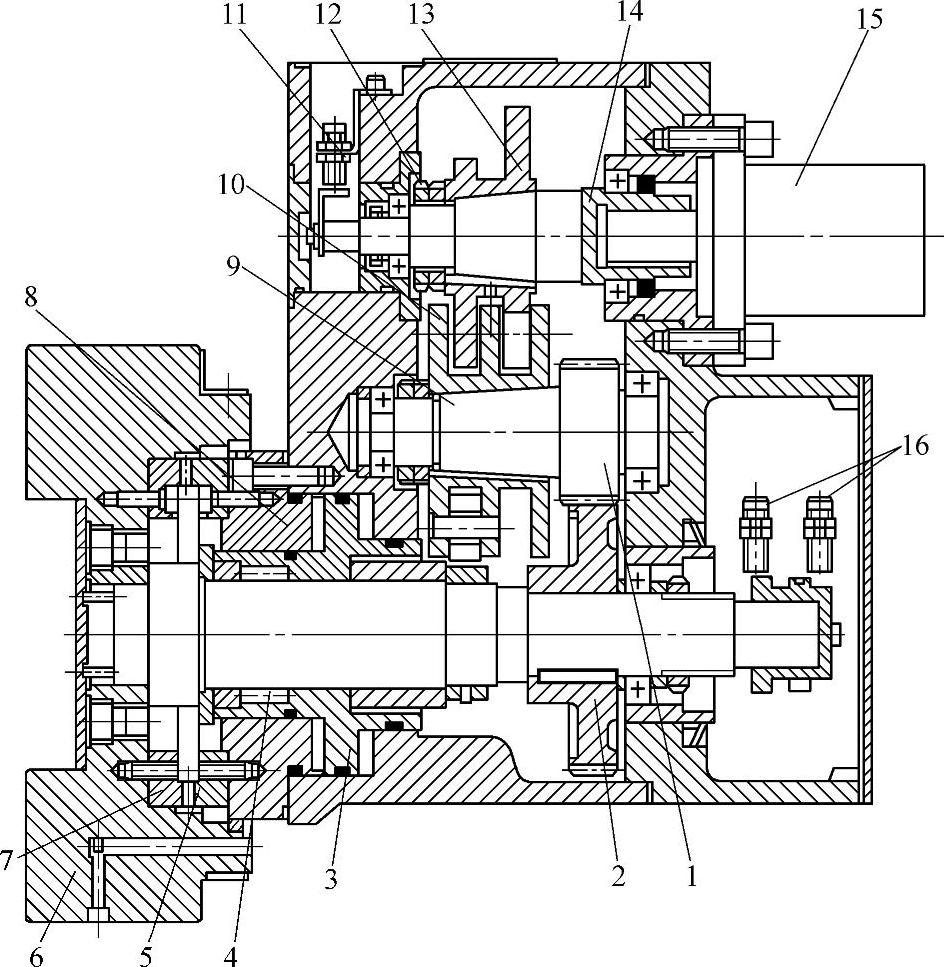
图3.4-15 共轭凸轮分度刀架结构图
1、2—齿轮 3—活塞 4—轴承 5—下齿牙盘 6—刀塔 7—上齿牙盘 8—缸盖 9—齿轮轴 10—滚轮盘 11—刀位计数开关 12—螺母 13—共轭凸轮 14—连接轴 15—回转油缸 16—松/夹开关
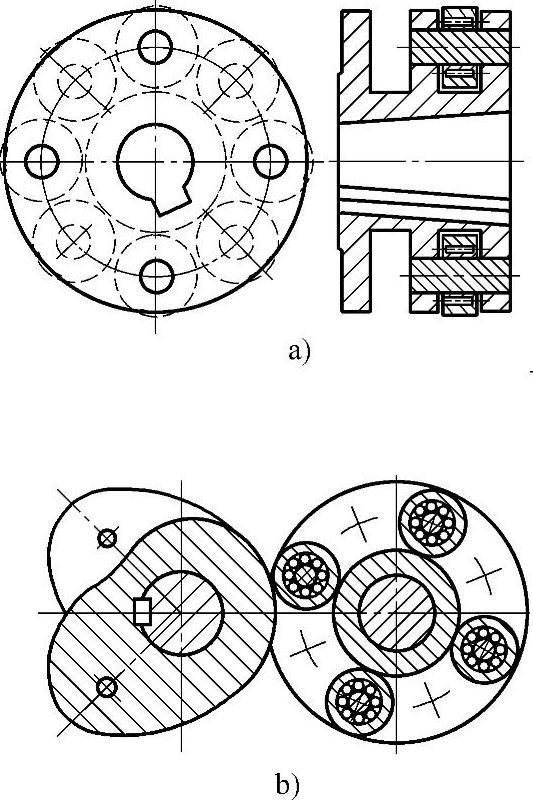
图3.4-16 共轭凸轮分度原理图
a)滚轮盘 b)凸轮啮合
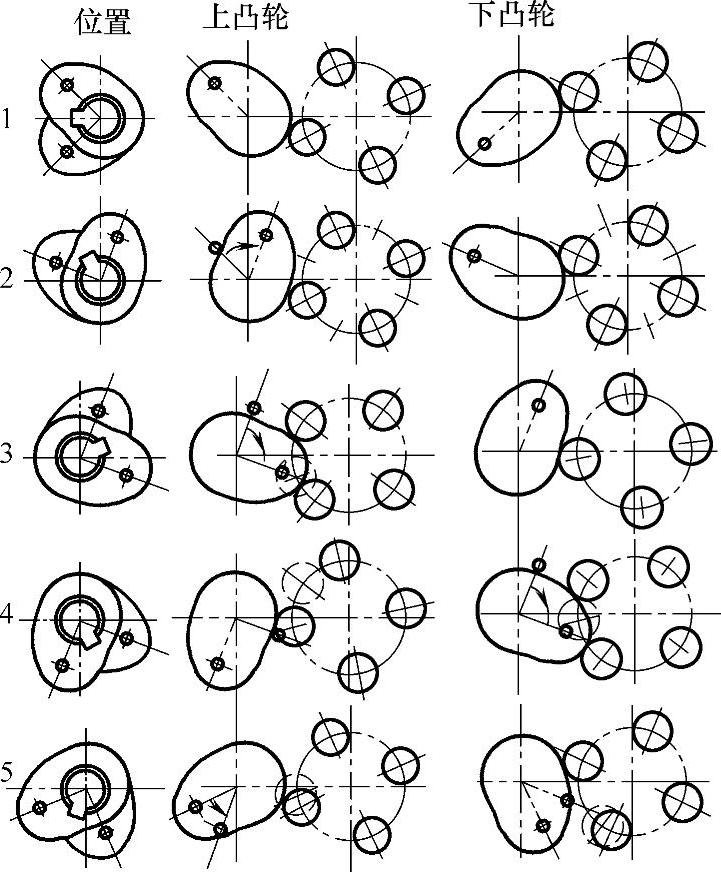
图3.4-17 共轭凸轮运动轨迹
如凸轮从位置2继续回转,上凸轮将带动滚轮盘平稳加速,并逆时针旋转到位置3。在位置2到位置3的区域内,下凸轮的半径依旧不变,故不起驱动作用。
凸轮到达位置3后,下凸轮开始与滚轮盘啮合,它将带动滚轮盘继续逆时针旋转到位置4。在位置3到位置4的区域内,上凸轮不起驱动作用。
凸轮到达位置4后,上凸轮再次与滚轮盘啮合,带动滚轮盘继续逆时针旋转到位置5。在位置4到位置5的区域内,下凸轮不起驱动作用。
凸轮到达位置5后,从位置5直到位置2的整个区域,上下凸轮的半径均保持不变,刀塔停止回转并粗定位。
通过以上凸轮运动的驱动,滚轮盘的连续回转运动区间,可比传统的槽轮分度机构大大增加,在多刀位连续转动时,已无明显的停顿动作。此外,它还能够通过凸轮曲线的合理设计,保证刀塔回转的平稳加减速。因此,目前标准化生产的液压回转刀架虽然结构稍有不同,但其分度驱动原理类似。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





