全功能数控车床一般用于高效、自动加工,其工件的夹紧/松开通常需要采用液压三爪卡盘、弹簧夹头等自动夹具。数控车床的夹具结构与工件的装夹方式、精度等因素有关,但液压驱动部分的结构类似,其典型结构有以下几种。
1.三爪卡盘
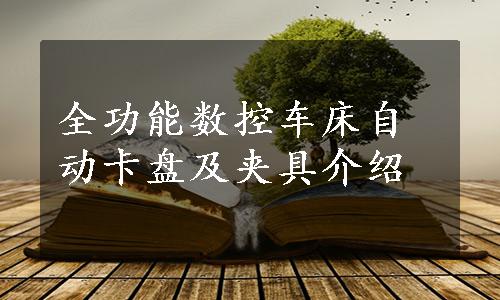
简单的液压自定心三爪卡盘的结构原理简图如图3.4-7所示,它主要由安装在主轴尾部的液压驱动部件和安装在主轴前端的自定心卡爪组成。
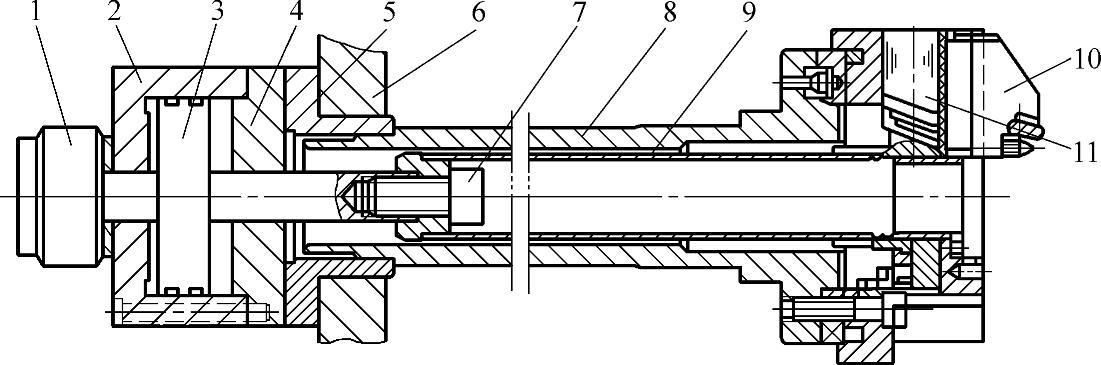
图3.4-7 液压卡盘结构图
1—调整块 2—油缸体 3—活塞 4—油缸盖 5—连接盘 6—箱体 7—连接螺钉 8—主轴 9—拉杆 10—卡爪 11—驱动爪
液压油缸主要由油缸体2、活塞3、油缸盖4组成,当油缸的前、后腔分别通入压力油时,活塞将进行前后移动,活塞的行程可通过后端的调整块1调节。活塞的前端通过连接螺钉7和安装在主轴8内孔中的拉杆9连接,拉杆9的前后运动可带动驱动爪11进行内外运动,驱动爪11通过齿牙带动卡爪10内外运动,以实现卡盘的自动松夹。
以上主轴和液压卡盘的结构简单、制造容易,但其缺点是结构通用化程度低,特别是更换弹簧夹头较为困难。因此,国外进口的全功能数控车床和车削中心,一般采用图3.4-8所示的通用型工件自动松/夹主轴结构和标准卡盘。
通用型工件自动松/夹主轴的液压驱动部分和图3.4-7类似,但主轴前端和液压卡盘的结构有所不同。
为了能够安装弹簧夹头,图中的主轴4采用了前端内侧为锥孔、外侧为短锥的结构形式,内侧锥孔可用来安装弹簧夹头,外锥用来安装卡盘。卡盘拉杆6和连接杆1采用螺纹连接,连接螺纹位于主轴前侧,故拉杆的安装、调整非常方便。
当机床安装卡盘时,卡盘体7的锥孔和主轴4锥面啮合并固定,拉杆6可在液压油缸的推动下前后移动。拉杆6的移动可通过杠杆8带动驱动爪9作内外运动,驱动爪9通过齿牙带动卡爪10内外运动,以实现卡盘自动松/夹。
2.弹簧夹头(www.daowen.com)
图3.4-8所示的机床主轴,可直接通过主轴内侧的锥孔,来安装弹簧夹头。数控车床的弹簧夹头一般由专门的生产厂家生产,用户可根据需要选配。
数控车床常用的标准弹簧夹头,一般有图3.4-9所示的两种。
图3.4-9a所示的夹头用于小直径棒料零件装夹,它可直接利用主轴的内锥孔定位;对于直径较大的棒料,则可选配图3.4-9b所示的夹头,在主轴和弹簧夹头间,需要增加带内锥孔的过度盘。
由于弹簧夹头的拉杆和三爪卡盘拉杆的连接尺寸完全统一,故可以直接在图3.4-8所示的机床主轴上安装,机床的夹具更换非常方便。
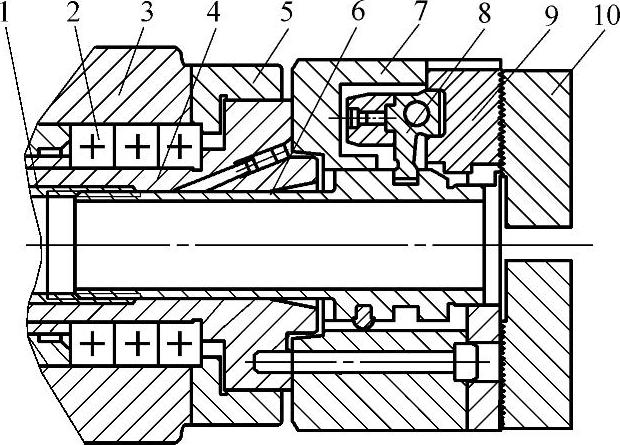
图3.4-8 通用型自动松夹机构
1—连接杆 2—轴承 3—箱体 4—主轴 5—端盖 6—拉杆 7—卡盘体 8—杠杆 9—驱动爪 10—卡爪
图3.4-9 标准弹簧夹头
a)小直径 b)大直径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



