
普及型数控车床以通用伺服驱动系统代替了普通车床的手动、机动进给操作,初步具备了定位和轮廓加工能力,但机床的其他结构并没有发生本质的变化,它不能真正体现数控机床的高速、高精度特点,因此,作为全功能数控车床,需要从机床的总体布局和结构上,整体考虑数控的要求。
1.基本结构
卧式全功能数控车床一般采用斜床身结构,其基本结构有尾架固定和尾架移动两种。为了适应高速、自动加工的需要,全功能数控车床一般有全封闭防护罩、液压自动夹具、自动排屑和自动冷却系统等部件。
中小规格的全功能数控车床多采用图3.4-1所示的尾架固定结构,机床由床身、主轴箱、纵拖板、横拖板、尾架等部件组成。机床的床身呈整体倾斜,并多与底座制成一体;为了便于加工制造和安装调整,机床的主轴箱和尾架安装面一般也是与主导轨面平衡的倾斜面。机床的纵拖板可在倾斜的床身主导轨左右移动(Z轴);由于纵拖板为整体倾斜安装,因此,安装在纵拖板上的横拖板和刀架的前后运动为倾斜移动。机床通常采用液压尾架,尾架直接安装在床身上,它不能进行整体轴向移动。

图3.4-1 中小型全功能数控车床
a)外形 b)结构
大型全功能数控车床多采用图3.4-2所示的尾架可移动结构,机床的纵拖板、横拖板、主轴箱的结构与布置方式和中小规格机床基本相同,但其床身上还加工有尾架移动的导轨,尾架可在床身上进行整体轴向移动(W轴),以便进行大范围调整尾架位置,适应不同规格工件的加工要求。
大型机床采用整体倾斜床身结构,不仅体积大、耗材多,而且加工制造也较为困难;因此,在实际机床也经常采用平床身、斜滑台的结构,有关内容可参见3.5节车削中心的说明。
2.一般特点
全功能数控车床的主要组成部件及基本特点如下。
(1)主传动系统
全功能数控车床的主轴需要采用专用的交流主轴驱动系统,它与通用变频调速相比,其调速范围宽、低速输出转矩大、最高转速高,且可实现主轴位置的控制。正因为如此,多数全功能数控车床,其主传动一般只需要有一级同步带减速,就可保证主轴具有良好的性能,故其主轴箱的结构较为简单。在现代高速、高精度机床上,还经常使用高速主轴单元或电主轴代替主轴箱,使主轴具有很高的转速和精度。
(2)进给驱动系统
全功能数控车床的进给机械传动系统结构和普及型数控车床并无区别,但它采用的是真正通过CNC实现闭环位置控制的专用交流伺服驱动,CNC可以对进给速度、位置、轮廓误差进行实时监控,保证刀具运动轨迹的准确,因此,其轮廓加工精度要远高于普及型数控车床。
(3)刀架
全功能数控车床适用于复杂零件的高速、高精度加工,因此,它对刀具容量、精度和换刀速度提出了较高的要求,机床需要采用图3.4-3所示的液压刀架。(www.daowen.com)
全功能数控车床的液压刀架一般采用液压松/夹、齿牙盘定位的结构,刀架可安装的刀具数量多,能双向回转、捷径选刀,分度精度高、定位刚性好,动作迅捷。
(4)卡盘与尾座
为了提高机床的加工效率和自动化程度,减小装夹误差,全功能数控车床的卡盘和尾座一般采用液压控制,工件松夹、尾座的伸缩均可自动进行。
全功能数控车床的卡盘结构根据机床有所区别,通用型机床一般采用图3.4-4a所示的液压三爪卡盘;棒料加工的机床则采用图3.4-4b所示的弹簧夹头;而非圆零件加工的机床则需要采用专用卡盘。
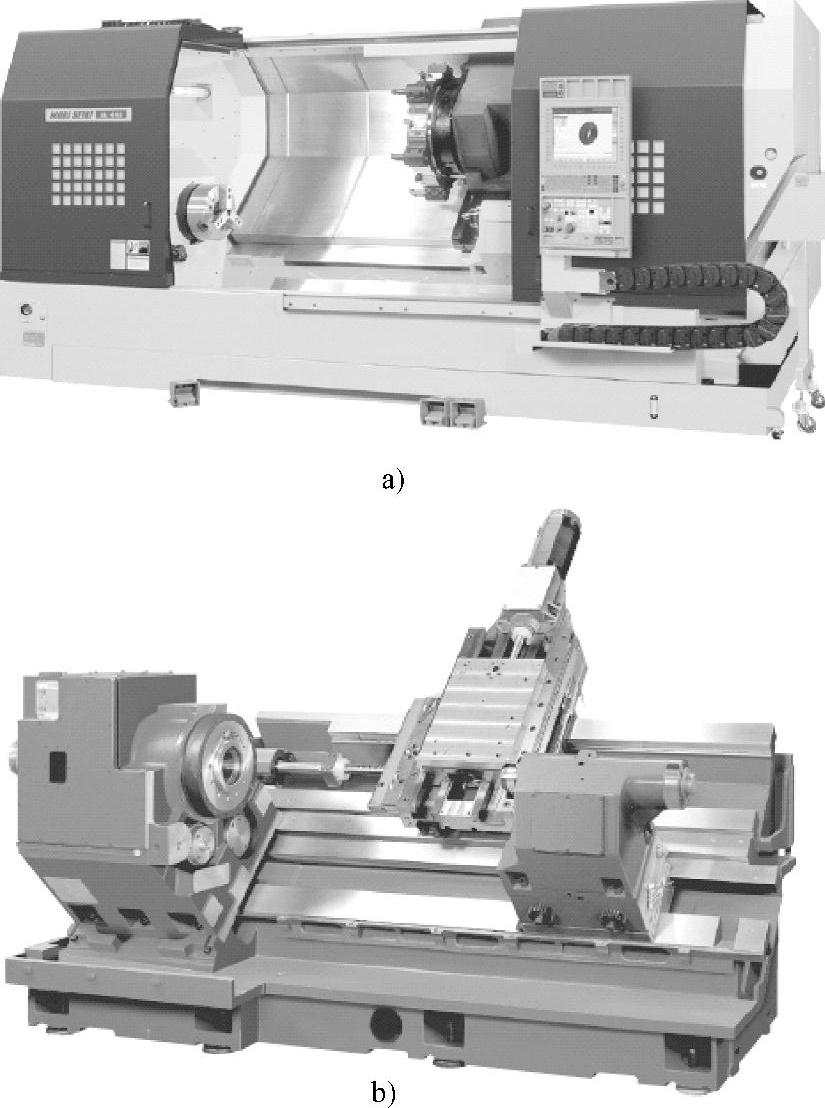
图3.4-2 大型全功能数控车床
a)外形 b)结构

图3.4-3 液压刀架图
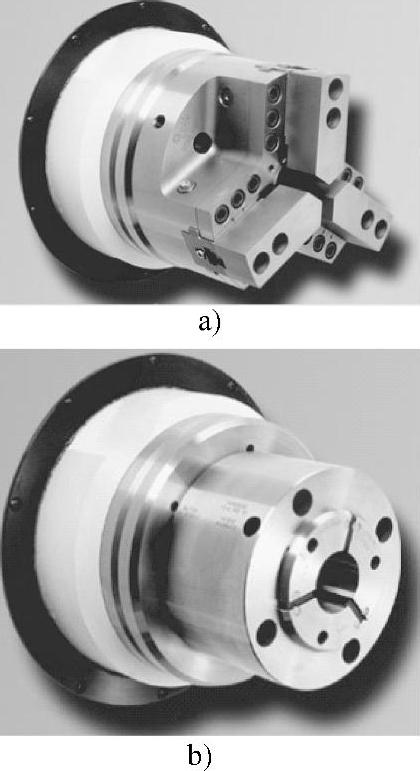
图3.4-4 数控车床的卡盘
a)三爪卡盘 b)弹簧夹头
(5)其他
全功能数控车床是用于回转体零件高速、高效、自动加工的数控设备,为了保证机床能够安全、可靠地运行,机床一般需要配套全封闭防护罩、自动排屑和高压冷却、自动润滑等辅助部件。
此外,为了能进行自动进行工件夹持面的加工和提高机床的加工效率,现代数控车床还经常采用双主轴、多刀架的结构形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





