1.结构与特点
电动刀架具有结构简单、控制容易、价格低廉等特点,它是国产普及型数控车床使用最为广泛、最简单的车床自动换刀装置。
电动刀架一般由专业厂家生产,产品有6刀位、4刀位等不同的规格,以4刀位电动刀架为常用。但是,一般的电动刀架只能用来装夹方柄车刀,且可安装的刀具数量少、刀架定位精度低,加上刀架只能单向回转选刀、其换刀时间长、加工效率低,因此,一般不能用于全功能型数控车床。
虽然,目前国内生产电动刀架的厂家较多,但刀架的内部结构与原理基本相同。以4刀位刀架为例,其内部结构原理如图3.3-18所示。
电动刀架由电动机1、蜗轮蜗杆副3/4、底座5、刀架体7、转位套9、刀位检测装置13等部件组成。车刀可通过刀架体上部的9个固定螺钉夹紧于刀架体上,电动机正转时,刀架体可在蜗轮蜗杆的带动下抬起、回转,进行换刀;电动机反转时,刀架体可通过蜗轮蜗杆、粗定位盘落下、夹紧。刀架的刀位检测一般使用霍尔元件,刀架的精确定位利用齿牙盘实现。
2.工作原理
电动刀架各部件的作用与换刀的动作原理如下。
(1)刀架抬起
当CNC执行换刀指令T时,如现行刀位与T指令要求的位置不符,CNC将输出刀架正转信号TL+,刀架电动机1将起动并正转。电动机可通过联轴器2、蜗杆3,带动上部加工有外螺纹的蜗轮轴4转动。
蜗轮轴4的内孔与中心轴外圆采用动配合,外螺纹与刀架体7的内螺纹结合;中心轴固定在底座5上,用于刀架体的回转支承。当电动机正转时,蜗轮轴4将绕中心轴旋转,由于正转刚开始时,刀架体7上的端面齿牙盘处在啮合状态,故刀架体不能转动;因此,蜗轮轴的转动,将通过其螺纹配合,使刀架体7向上抬起,并逐步脱开端面齿牙盘而松开。
(2)刀架转位(www.daowen.com)
当刀架体7抬到一定位置后,端面齿牙盘将被完全脱开,此时,与蜗轮轴4连接的转位套9将转过160°左右,使转位套9上的定位槽正好移动至与球头销8对准的位置,因此,球头销8将在弹簧力的作用下插入到转位套9的定位槽中,从而使得转位套带动刀架体7进行转位,实现刀具的交换。
刀架正转时,由于粗定位盘6上端面的定位槽沿正转方向为斜面退出,因此,正转时刀架体7上的定位销14将被逐步向上推出,而不影响刀架的正转运动。
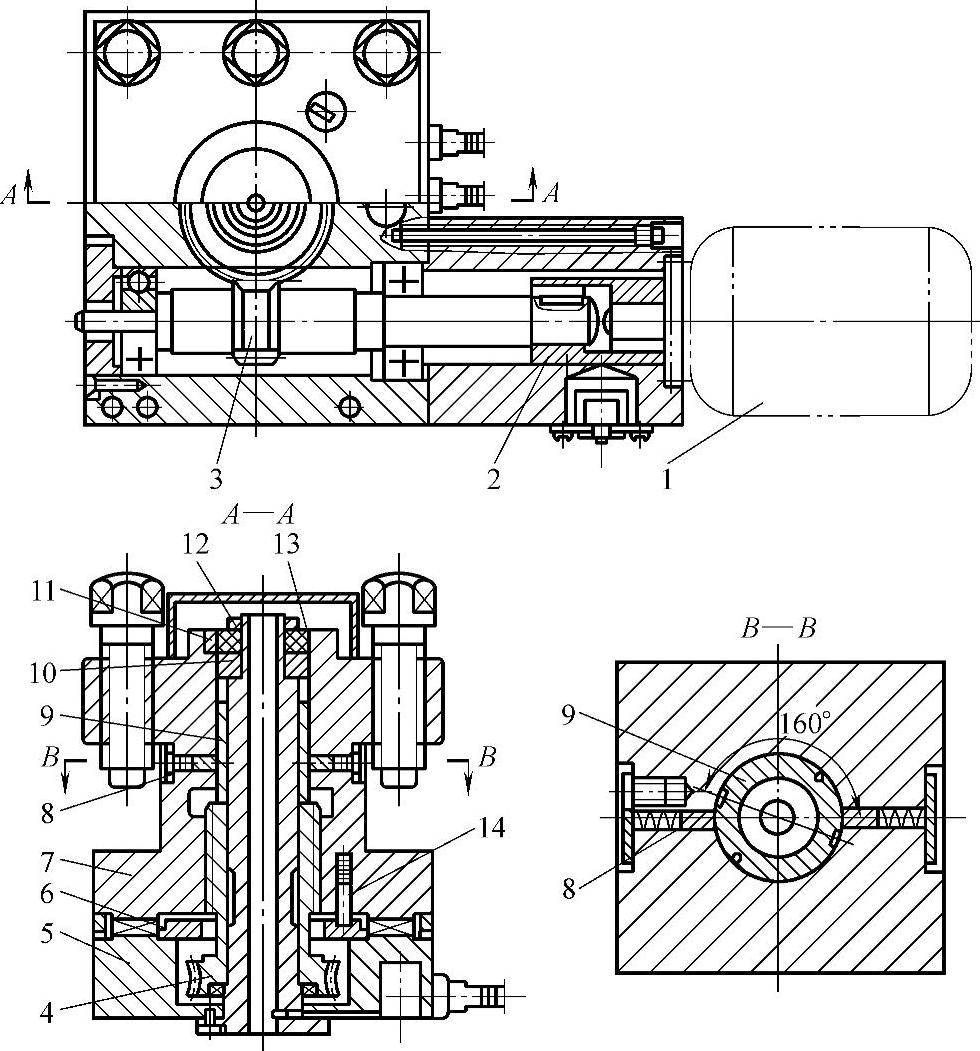
图3.3-18 电动刀架结构原理
1—电动机 2—联轴器 3—蜗杆 4—蜗轮轴 5—底座 6—粗定位盘 7—刀架体 8—球头销 9—转位套 10—检测盘安装座 11—发信磁体 12—固定螺母 13—刀位检测盘 14—粗定位销
(3)刀架定位
刀架体7转动时,将带动刀位检测的发信磁体11转动,当发信磁体转到T代码指定刀位的检测霍尔元件上时,CNC将撤销刀架正转信号TL+、输出刀架反转信号TL-,使得刀架电动机1反转。
电动机反转时,定位销14在弹簧的作用下将沿粗定位盘6上端面的定位槽斜面反向进入定位槽中,刀架体的反转运动将被定位销所禁止,刀架体粗定位并停止转动。此时,蜗轮轴4的回转,将使刀架体7通过螺纹的配合,垂直落下。
(4)刀架锁紧
随着电动机反转的继续,刀架体7的端面齿牙盘将与底座5啮合,并锁紧。当锁紧后,电动机被堵转停止。CNC经过延时,撤销刀架反转信号TL-,结束换刀动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




