国产普及型数控车床和经济型数控车床是最简单的数控车床,它们一般都是在传统的普通卧式车床的基础上,通过数控化改造而成的简单数控机床,因此,其结构与普通卧式车床非常类似。
1.基本结构
工业企业常用的中小规格卧式普通车床如图3.3-1所示,机床由床身、主轴箱、尾座、拖板和进给传动机构、刀架等部件组成,各部件的主要作用如下。
(1)床身
床身用于机床各部件的支承,主轴箱、拖板、尾座等部件均安装在床身上。卧式车床的床身通常为一字形,下部通过左右底座支撑,上部加工有导轨,这一导轨是拖板(刀架)沿主轴轴线方向(纵向)进给运动的导向部件,称主导轨。
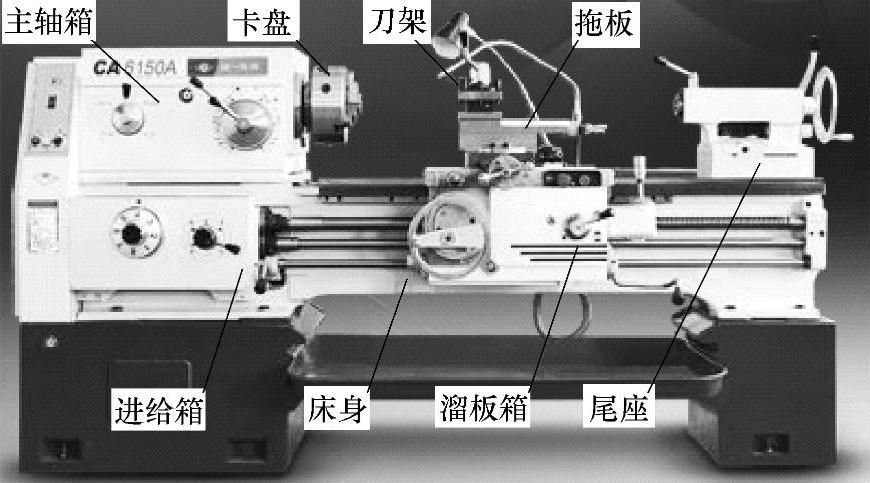
图3.3-1 卧式普通车床的组成
(2)主轴箱和卡盘
车床的主轴箱一般固定安装在床身上,主轴箱用来支承主轴,主轴箱内安装有主轴和变速机构等部件。卧式车床一般采用空心主轴,便于安装棒料;主轴的前端内侧一般为锥孔、外侧一般为圆锥面,内锥孔可安装顶尖,外锥面用来安装卡盘等。卡盘上安装有可径向移动的卡爪,以装夹工件,普通车床的卡盘一般采用手动松夹。
主轴可在主电动机的驱动下作旋转主运动,其转速可通过主轴箱内的变速齿轮改变,通过操纵主轴箱上的变速手柄,可改变齿轮或离合器的啮合位置,使主轴获得不同的转速,以便获得加工所需的切削速度。
(3)刀架和拖板
拖板又称床鞍,它可沿床身主导轨作纵向移动,拖板上加工有横向导轨,导轨上安装有滑座。滑座可在拖板上沿主轴的半径方向作横向运动。刀架安装在滑座上,可用来安装和固定刀具。
为了缩短刀具的安装和调整时间、提高效率,车床的刀架一般可安装若干把刀具。普通车床的刀具一般有并列安装和回转布置两种,前者称排刀,常用于仪表类机床和专用机床;后者称回转刀架,可装夹4把车刀的四方刀架,是卧式普通车床最常用的刀架。
(4)进给箱和溜板箱
进给箱固定安装在主轴箱前侧下方;溜板箱安装在拖板下方,并可随拖板运动。普通车床的主轴旋转和轴向、径向机动进给的动力都来自主电动机,进给动力由主电动机经进给箱传到光杠或丝杠上。
进给箱的手柄可用来调整滑移齿轮的啮合位置,改变主轴和丝杠、光杆间的传动比。丝杠一般用于螺纹车削,改变丝杠的传动比可改变主轴每转对应的轴向进给量,以加工不同螺距的螺纹。光杆用于机动进给,溜板箱可将来自光杆的动力转换成纵向、横向的进给运动,进给速度可通过进给箱、溜板箱内部的齿轮变速机构改变。溜板箱中设有机械互锁机构,使光杠和丝杠不能同时使用。
(5)尾座
尾座上安装有套筒、丝杠和手柄等,套筒用来安装顶尖或钻头、镗刀、铰刀等刀具。顶尖用于轴类零件的辅助支承和定位,防止细长工件在回转时的摆动或因车削力引起的弯曲变形,钻头、镗刀、铰刀等刀具用于工件回转中心的孔加工。套筒可进行轴向伸缩,以调整顶尖位置或实现进给;尾座可在主导轨上滑动,以大范围调整套筒位置。
除以上基本组成部件外,出于操作、加工等的需要,机床还有冷却、润滑、照明、切屑储存盒等辅助部件。
2.一般特点
国产普及型和经济型数控车床是普通车床通过数控化改造得到的产品,两者的主要部件结构基本相同。从一般意义上说,普及型和经济型数控机床的区别仅在于所使用的进给驱动系统有所不同,普及型数控车床采用的是通用伺服驱动,而经济型数控车床则使用步进驱动。由于步进电动机受最高运行频率、最大起动频率、步距角等参数的制约,其脉冲当量、快进速度、定位精度均较低,且存在“失步”问题,因此,这种机床的产量目前已日趋越少。
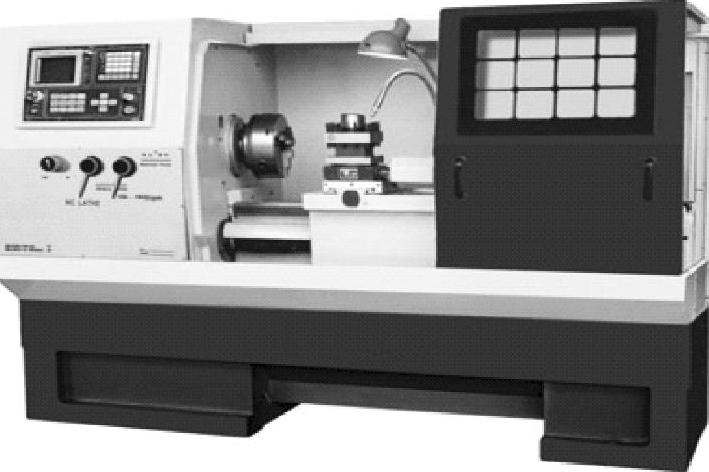
图3.3-2 普及型数控车床
普及型数控车床的结构简单、价格低廉、维修容易,可用于简单零件的自动加工。但由于国产CNC的功能简单、定位精度低、可安装的刀具数量少,特别是目前还不能真正做到CNC闭环位置控制,因此,无论是加工精度特别是轮廓加工精度、效率都与全功能型数控车床存在很大的差距,它们不能用于高速、高精度加工。(www.daowen.com)
普及型数控车床的外形如图3.3-2所示,这种机床只是根据数控的要求,对普通车床的相关机械部件进行了部分改进,其床身、尾座、拖板等基本部件及冷却、照明、润滑等部件的结构与普通车床并无太大的区别。
普及型数控车床的主要部件基本结构特点如下。
(1)床身和底座
普及型数控车床采用的是图3.3-3所示的平床身,其结构与普通数控车床并无太大的区别。床身通过左右底座支撑,上部加工有主导轨和主轴箱安装面;前侧加工有Z轴进给系统安装面;左右底座间用来安装集屑盒。
(2)主传动系统
普通车床的主电动机一般不具备电气调速功能,主轴变速需要通过主轴箱内的齿轮变速装置实现,此外,还需要考虑刀架的轴向、径向机动进给的动力传递问题,因此,其主轴箱和变速机构较为复杂。
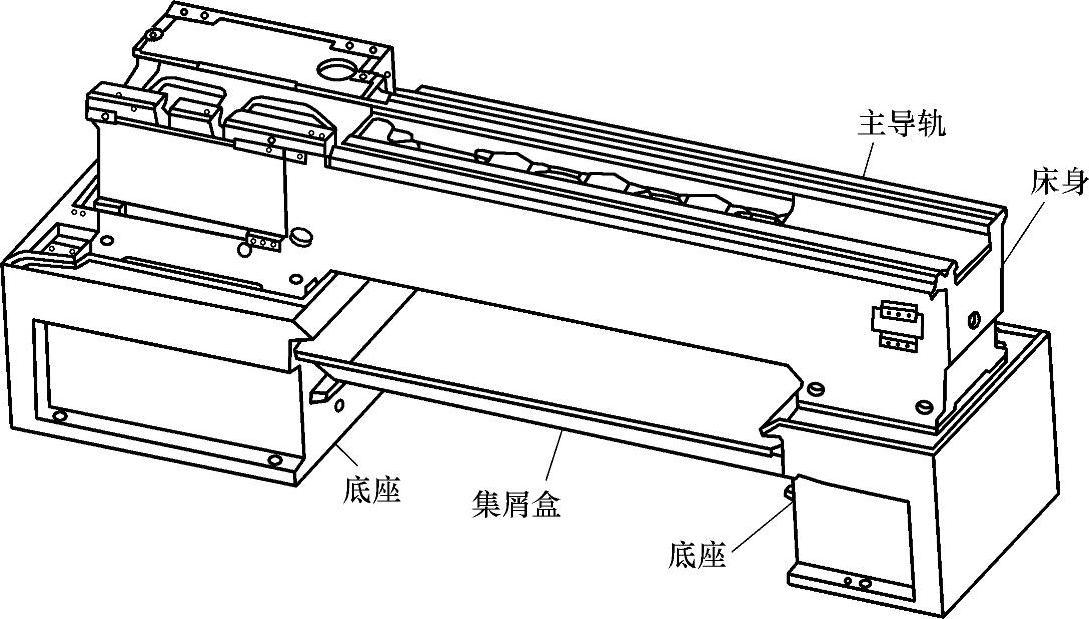
图3.3-3 床身和底座
普及型数控车床的主传动系统一般有采用机械变速和主电动机变频调速两种结构。前者和普通车床的主传动系统类似;后者由于可通过变频器实现主电动机无级变速,主轴箱的结构相对较简单,但是,由于变频调速的主电动机低频输出转矩较小,故仍需要通过机械齿轮变速来提高主轴低速转矩,但其变速档少于普通车床。
数控车床的进给由伺服电动机驱动,其进给速度和位置可直接通过CNC控制;螺纹加工时的纵向进给与主轴回转的同步也可通过CNC实现,因此,普及型数控车床无进给箱,也不需要考虑机动进给问题。
普及型数控车床的结构简单、价格低廉,它对加工效率的要求不高,故卡盘一般使用与普通车床完全相同的手动卡盘。
普及型数控车床主轴箱的典型结构可参考3.3.2、3.3.3节。
(3)进给传动系统
数控车床的进给传统系统和普通车床截然不同。普通车床无独立的进给驱动电动机,其进给动力来源于主电动机。主电动机需要经主轴箱、进给箱、光杠和丝杠、溜板箱转换为刀具(刀架)的纵向、横向进给运动,其机械传动装置结构复杂、传动链长、传动部件众多。
普及型数控车床的刀具纵向、横向进给具有独立的Z轴、X轴进给驱动系统,驱动电动机和进给丝杠连接,它们可在CNC的控制下进行定位或插补,其刀具位置、速度和运动轨迹可任意改变。因此,其进给传动系统的结构十分简单,无需使用进给箱和光杠、溜板箱等传动部件。
普及型数控车床的进给系统较为简单,其结构和设计要求可按数控机床的一般原则进行,相关内容可参见3.3.4节。
(4)换刀装置
数控机床具有灵活适应工件变化的柔性,它可通过CNC的加工程序自动控制零件的加工过程。在数控车削加工机床上,无论经济型、普及型还是全功能型,自动换刀都是机床的基本功能,因此,不能以是否具有自动换刀功能来区分数控车床和车削中心。
普及型数控车床的自动换刀装置一般比较简单,图3.3-4所示的电动刀架是最为常用的自动换刀装置。
电动刀架的结构简单、控制容易,但可安装的刀具数量少、定位精度低,且只能单向回转选刀、其换刀时间长、加工效率低,因此,一般不能用于全功能型数控车床。电动刀架的典型结构,将在3.3.4节进行详细介绍。
除以上主要部件外,为了适应自动加工的需要,数控车床的冷却、润滑等辅助部件一般也可通过CNC的辅助机能进行自动控制。

图3.3-4 电动刀架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






