1.产品规格表
数控机床的主要技术参数一般可直接通过产品样本查询,卧式数控车床、车削中心的主要技术参数分别见表3.2-2、表3.2-3。
表3.2-2 卧式数控车床产品规格表
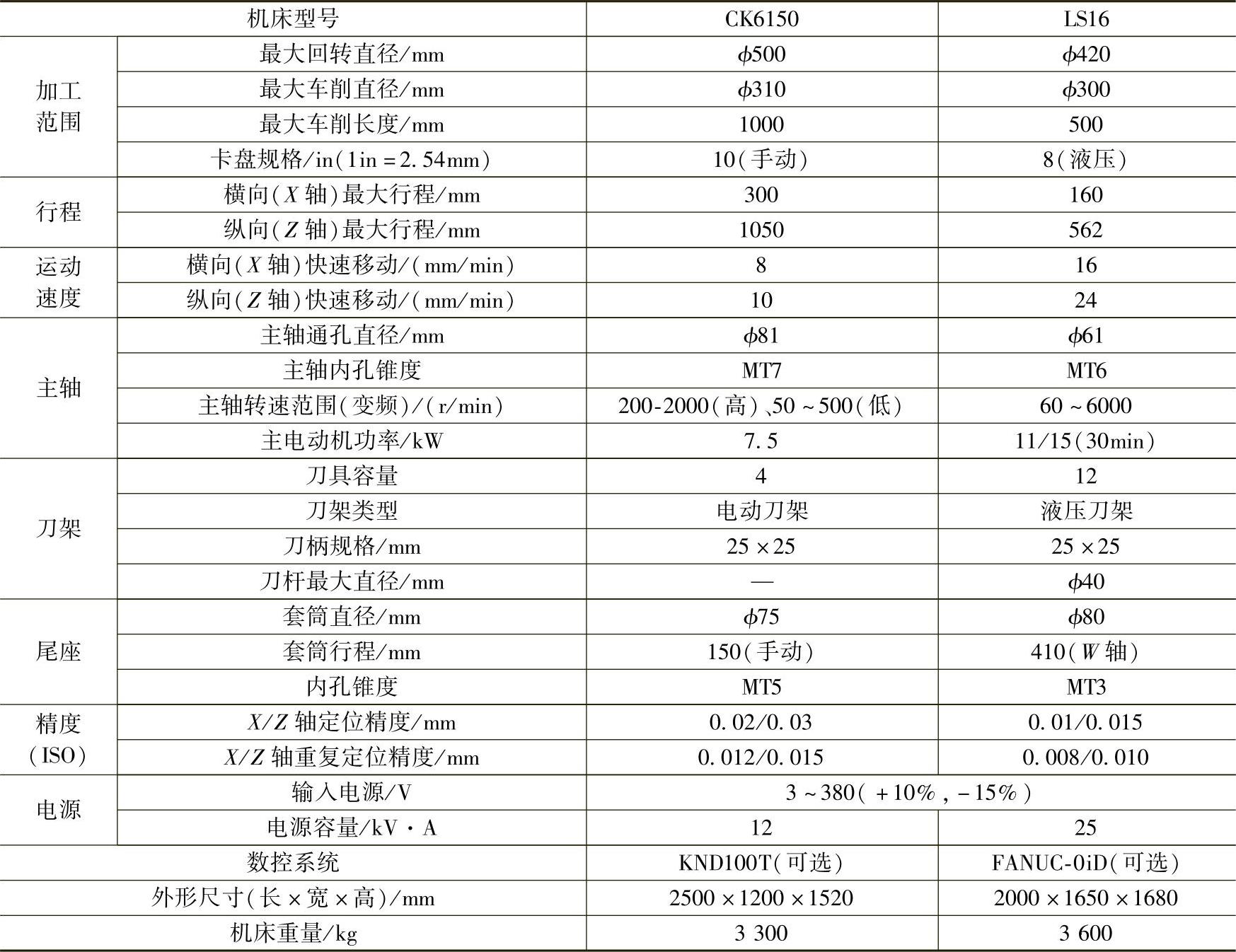
2.技术参数说明
表3.2-2、表3.2-3中的数控车床主要技术参数所代表的意义如下。
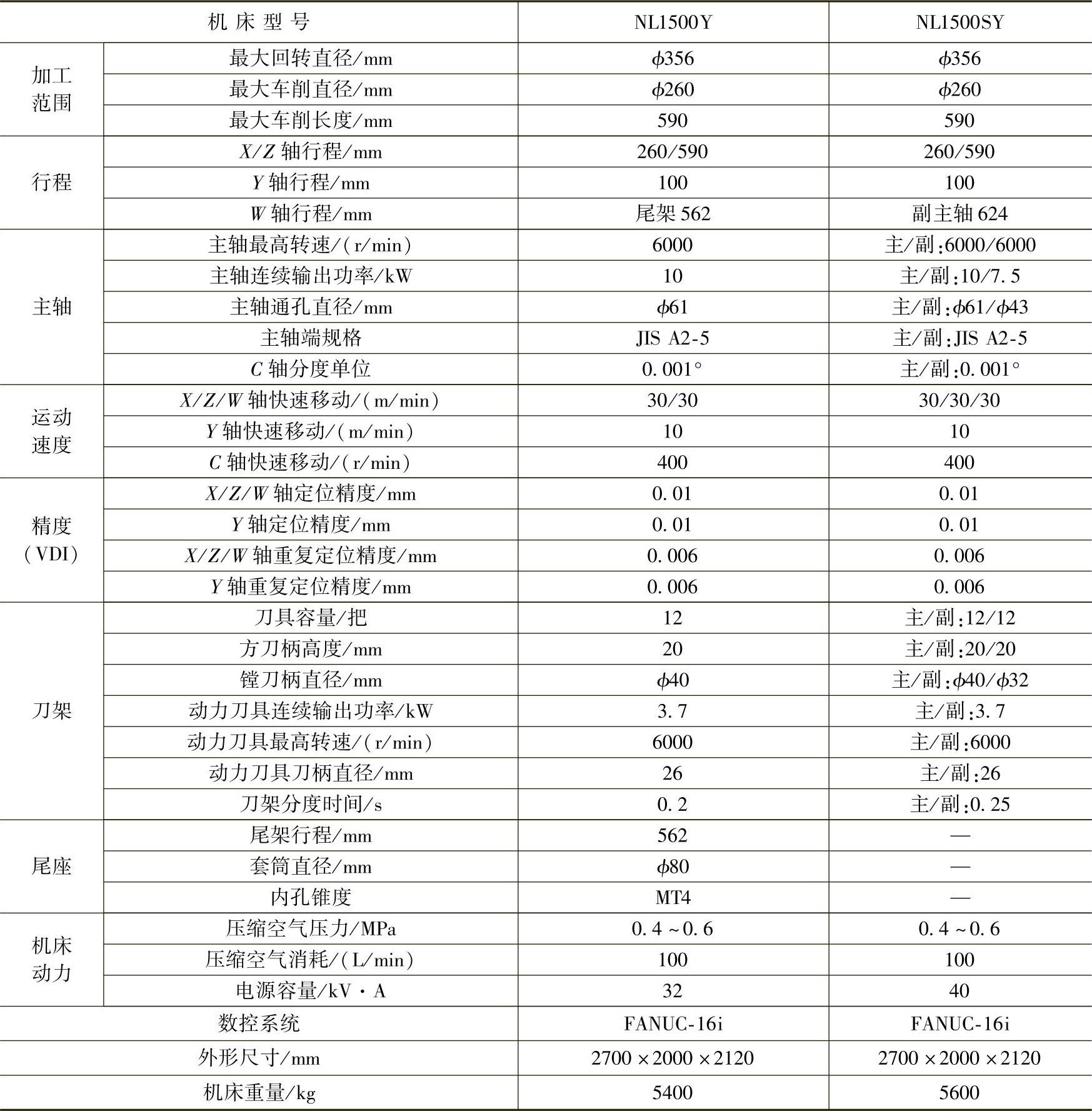
表3.2-3 车削中心产品规格表
(1)机床型号
机床型号由机床生产厂家按照一定的规则命名。如按GB/T 15375标准命名,型号代表了机床类别、结构特征和主参数。例如,CK6150中的CK代表数控车床,61代表卧式,50代表机床最大回转直径为ϕ500mm等。但是,就目前国内的情况而言,只有国产普及型数控车床基本按GB/T 15375标准命名;而全功能数控车床则多由机床生产厂家自行命名,如表中的LS16等。
GB/T 15375标准未规定车削中心型号的命名方法,产品也多数来自进口,为了区别同规格的数控车床,国外一般通过型号上的后缀辅助特性代号来加以区别,例如,车削中心可在车型型号上后缀“Y”,表示其带有Y轴;双主轴车床则后缀“S”,代表有副主轴等。
(2)加工范围
数控车床的加工范围需要有最大回转直径、最大车削直径和最大车削长度等基本参数。最大回转直径是指机床允许安装的最大工件直径,参数决定于主轴中心到床身的距离,故又称“床身上的最大回转直径”。最大车削直径是指机床可加工的最大外圆,它与主轴中心至滑座的距离有关,由于滑座安装在床身上,因此,这一距离通常小于主轴中心至床身的距离,故最大车削直径小于最大回转直径。最大车削长度是刀具的轴向有效加工范围,它决定于机床主轴端面至尾座的距离和Z轴行程。
(3)行程
行程是刀具在各方向的移动范围,横向行程是刀具的径向(X轴)移动范围,它决定了机床的径向加工尺寸,为了加工端面,横向行程一般大于最大车削半径。纵向行程是刀具的轴向(Z轴)移动范围,它决定了机床的最大车削长度,纵向行程一般大于最大车削长度。车削中心需要增加垂直方向运动行程(Y轴)参数,在带有副主轴的机床上,还有W轴行程等参数。
(4)主轴(https://www.daowen.com)
主轴参数用来衡量机床切削加工能力。参数中的主轴转速是指机床通过主传动系统变速后的主轴实际输出转速,而不是主电动机的转速。如果机床的主电动机允许短时间过载工作,主轴功率要标明允许过载加工的最大功率值和允许过载运行的时间。
车削加工机床的主轴需要带动工件回转,其主轴需要有足够的轴径和刚性,因此,主轴最高转速通常要低于刀具旋转的镗铣类机床,例如,对配套8~10in卡盘的数控车床,如主轴转速能达到6000r/min以上,它已属于高速加工机床的范畴。
车削中心经常采用主/副双主轴结构,以增强功能、扩大适用范围、提高加工效率,如表3.2-3中的NL1500SY即属于双主轴车削中心。双主轴机床的副主轴与主主轴同轴布置,可用于工件的辅助支撑,这样的机床一般不再安装顶尖和尾架。
(5)刀架
刀架数控车床必备的部件,刀架参数包括可安装的最大刀具数量(刀具容量)、刀具规格等。普及型数控车床一般配套电动刀架,刀具容量为4~6把,通常只能安装方刀柄的车刀。全功能数控车床一般采用液压刀架,容量在8把以上,且可安装孔加工用的钻头、镗刀等。车削中心的刀架可安装标准车刀和动力刀具,因此需要注明动力刀具规格、转速、功率等技术参数。
(6)运动速度
运动速度用来衡量机床效率。快速移动速度是机床在非切削加工时,坐标轴可达到的最大定位速度。卧式数控车床、车削中心的X/Y轴行程通常较短,快进速度对加工效率的影响不像镗铣类机床那样大,因此,快进速度在30m/min以上的机床,已属于高速加工机床的范畴。
(7)定位精度
定位精度是衡量机床性能水平的重要指标。定位精度是机床在无工件、快速运动的情况下,按照某一标准测量和计算方法,所得到的坐标轴在指定范围上的最大定位误差值;而重复定位精度则是在同等条件下,坐标轴到达同一点的最大定位误差值。
定位精度是综合考虑了机械传动间隙、滚珠丝杠螺距误差、摩擦死区误差等因素后的统计分析结果,而重复定位精度则反映了机床定位的不确定性(离散性)。由于机床的机械传动间隙、滚珠丝杠螺距误差等可利用CNC进行补偿,因此,重复定位精度是真正反映机床内在性能的重要参数。
定位精度、重复定位是按照一定计算方法计算得到的误差统计平均值,精度的测量和计算需要有激光测距仪和相应的软件。目前,数控机床的定位精度、重复定位精度测量计算标准主要有VDI 3441标准(德)、ISO 230-2(国际标准)、JIS(日本标准)及GB 10931等,以VDI 3441的要求为最高,ISO 230-2次之,GB 10931与ISO 230-2类似,早期的JIS标准要求较低。由于不同标准的测量要求和统计分析方法各不相同,同一台机床利用不同标准所得到的精度指标可相差数倍,因此,机床的定位精度、重复定位精度指标原则上应标明所采用的测量标准。
(8)其他参数
机床的其他参数包括机床正常工作时的外部条件(如电源、气源等)、机床安装运输要求(外形尺寸、重量),以及可由用户选择的数控系统等需要说明的参数。
以上是卧式数控车床在通常情况下都应提供的基本技术参数,但由于不同机床的功能、结构、价格有所不同,技术参数可能有所增减。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





