1.多主轴机床
车床是面向面广量大的回转体类零件加工的设备,数控车床解决了轮廓车削加工的问题;车削中心和倒置式机床的出现,使车、铣、钻、磨等工序的复合成为了现实。但是,这些只有单主轴的车削类机床,存在以下两方面的问题。
1)需要二次装夹:单主轴机床在加工时,工件必须有一端作为夹持端,用来固定工件,如不改变工件的安装,机床无法对夹持端实施加工。因此,单主轴数控车床的零件加工存在二次装夹与加工问题,它不仅降低了加工效率,同时还会带来装夹误差而影响加工精度。
2)加工效率低:单主轴机床只能对一个零件的一道工序进行加工,这对于工序众多、但每一工序加工时间短暂的小型复杂零件加工,频繁地换刀将导致辅助时间比重的大增,从而影响加工效率。
为此,出现了各种形式的多主轴数控车削机床,以解决以上问题。
多主轴数控车削机床总体可分为两类:一类是双主轴数控车削机床,以解决二次装夹与加工为主要目的;另一类是多主轴(2个以上)数控车床,以提高加工效率为主要目的。
2.双主轴数控车削机床
双主轴数控车削机床的基本形式如图3.1-13所示,其使用较为广泛。双主轴机床一般以卧式斜床身数控车床为基型,结构类似于两台共用床身的对称布置数控车床,机床左右两侧都安装有主轴箱、刀架、拖板等部件,并具有独立的进给轴和主传动系统,可同时加工。
双主轴数控车床的左右主轴一般采用同轴、对置布置,当一个主轴(主主轴)完成回转体零件的一端加工后,另一主轴(副主轴)可自动夹持工件的加工完成端,将工件从主主轴转移到副主轴上,使得工件的夹持端成为加工端,然后由副主轴完成加工;与此同时,主主轴又可以进行下一工件的加工端加工。因此,这种结构的机床不仅解决了夹持端的加工问题,而且主副主轴均得到了充分利用,其加工效率与两台机床相当。
双主轴数控车削机床的形式众多,它既可是数控车床,也可是车削中心或车铣复合加工中心,故可用于不同类型的零件车削或车铣复合加工。
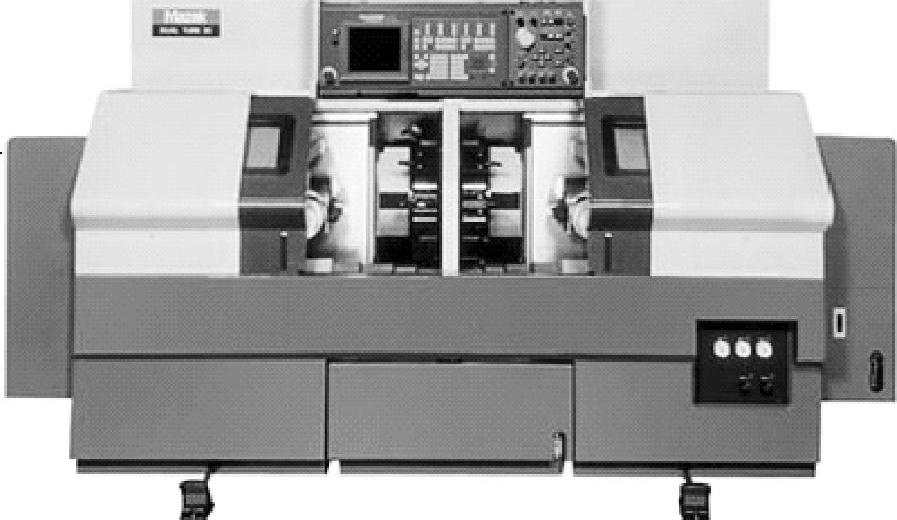
图3.1-13 双主轴数控车床
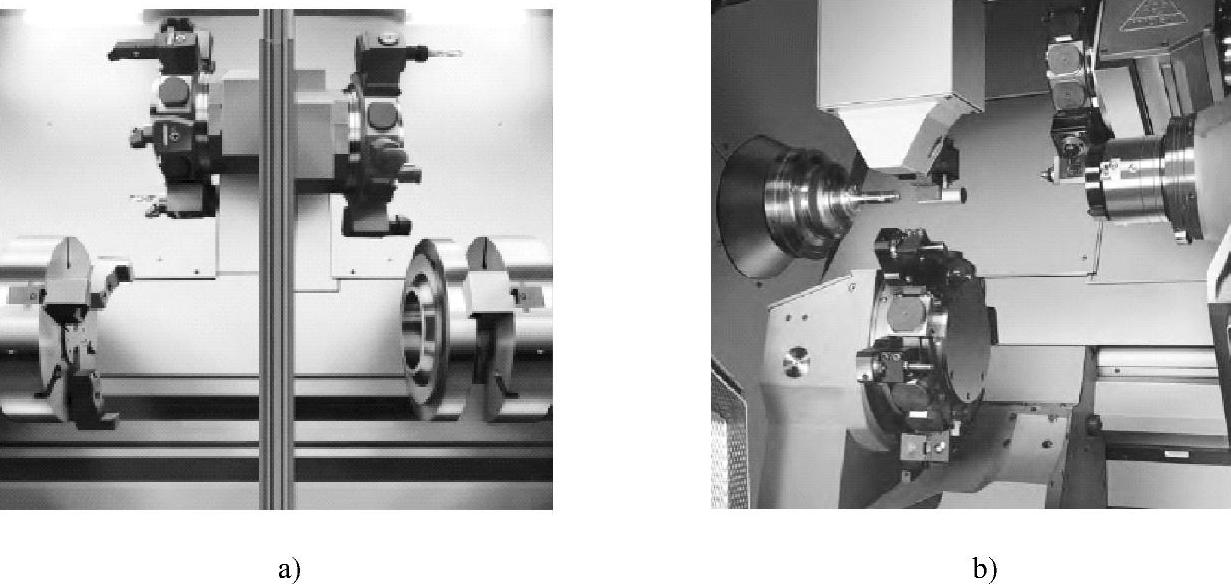
图3.1-14 多主轴机床的刀架布置
a)刀架上置 b)上下布置
通用型双主轴数控车削机床大多使用转塔刀架,作为典型结构,机床通常布置有独立的主/副双刀架,刀架的布置形式有图3.1-14a所示的全部上置和图3.1-14b所示的上下布置两种。
双刀架上置的机床,刀架的进给运动、刀具交换与加工只能在各自的主轴侧进行,主/副主轴通常不能共用刀具,故适合于加工端和夹持端相对独立的零件加工。但在副主轴可移动的机床上,可利用主刀架刀具对副主轴上的零件进行加工。
刀架上下布置的机床,两个刀架均可作全程移动,主/副主轴可共用刀架和刀具,因此,刀具的安装较灵活,这样的机床既可用于两端独立加工,也可用于长轴零件和棒料的双刀架联合加工。
由于结构的限制,小型双主轴数控车床有时也采用图3.1-15a所示的单刀架结构,刀架的两边均可安装刀具,如刀具布置得当,机床也进行主/副主轴的同时加工。(https://www.daowen.com)
为了适应多工序、长工件的加工需要,大中型双主轴数控车削机床还经常采用图3.1-15b所示的3刀架结构,这种机床不但有独立的主/副刀架,而且还有一个可全程移动的公用刀架,其加工范围宽、刀具容量大、适应性强,其使用较灵活。
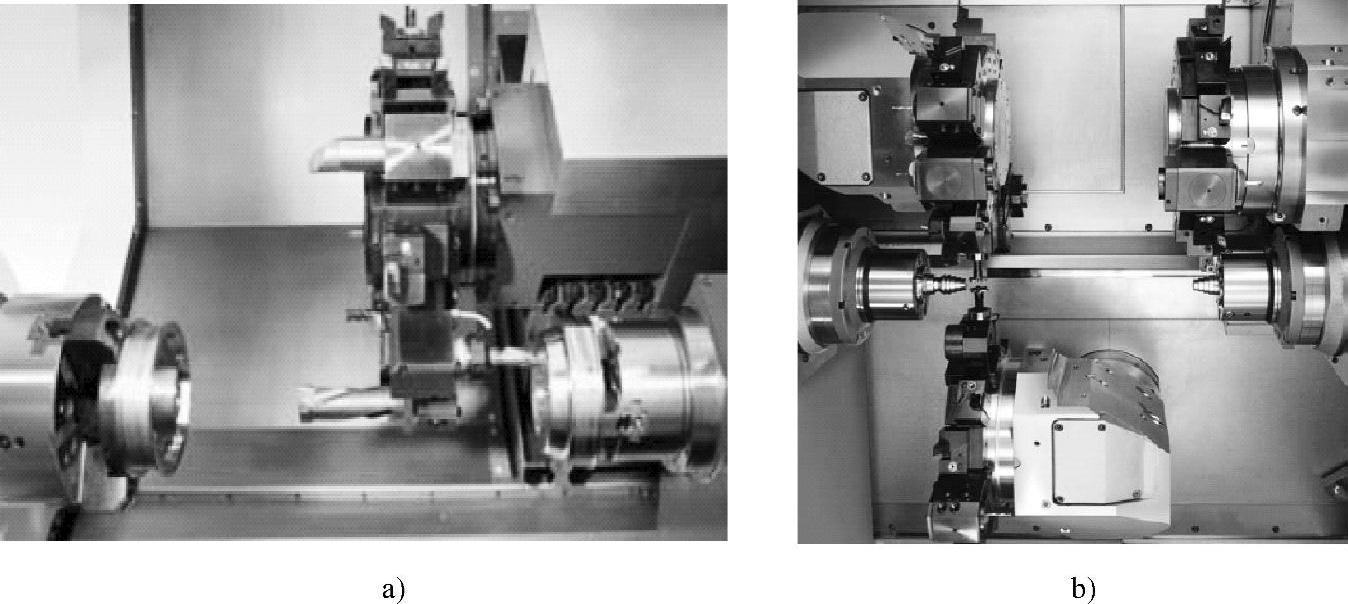
图3.1-15 单刀架和3刀架机床
a)单刀架 b)3刀架
3.倒置式双主轴机床
倒置式数控车床同样可采用双主轴结构,以解决夹持面加工问题,但其结构与普通的双主轴车床有明显的不同。
双主轴倒置式数控车削机床一般采用图3.1-16所示的结构。这种机床实际上相当于由一台卡盘向下的倒置式数控车床和一台卡盘向上的立式数控车床所组成的加工单元。
倒置式车床的主主轴箱可在床身上作水平移动(X1轴)和垂直移动(Z1轴),用来加工端加工和工件的自动装卸。立式车床用于夹持端的辅助加工,卡盘垂直向上;其副主轴箱可进行前后移动(X2轴),上置的转塔刀架可上下移动(Z2轴),从而构成了立式车床的基本进给运动。
机床加工时,首先通过倒置车床的X、Z轴运动和卡盘的自动松夹,在工件输送线上进行自动取料,然后进行加工端的加工。加工端加工完成后,倒置车床的主主轴箱向右运动、立式车床的副主轴箱向前运动,使得主主轴和副主轴定位到3.1-16b所示的同轴位置,再通过倒置车床的主轴箱向下运动,将工件转移到副主轴上,由立式车床进行夹持端的加工。夹持端加工完成后,立式车床的主轴箱后移,由取料手将工件放置到出料线上自动送出,从而实现了可进行双端同时加工的车削FMC功能。
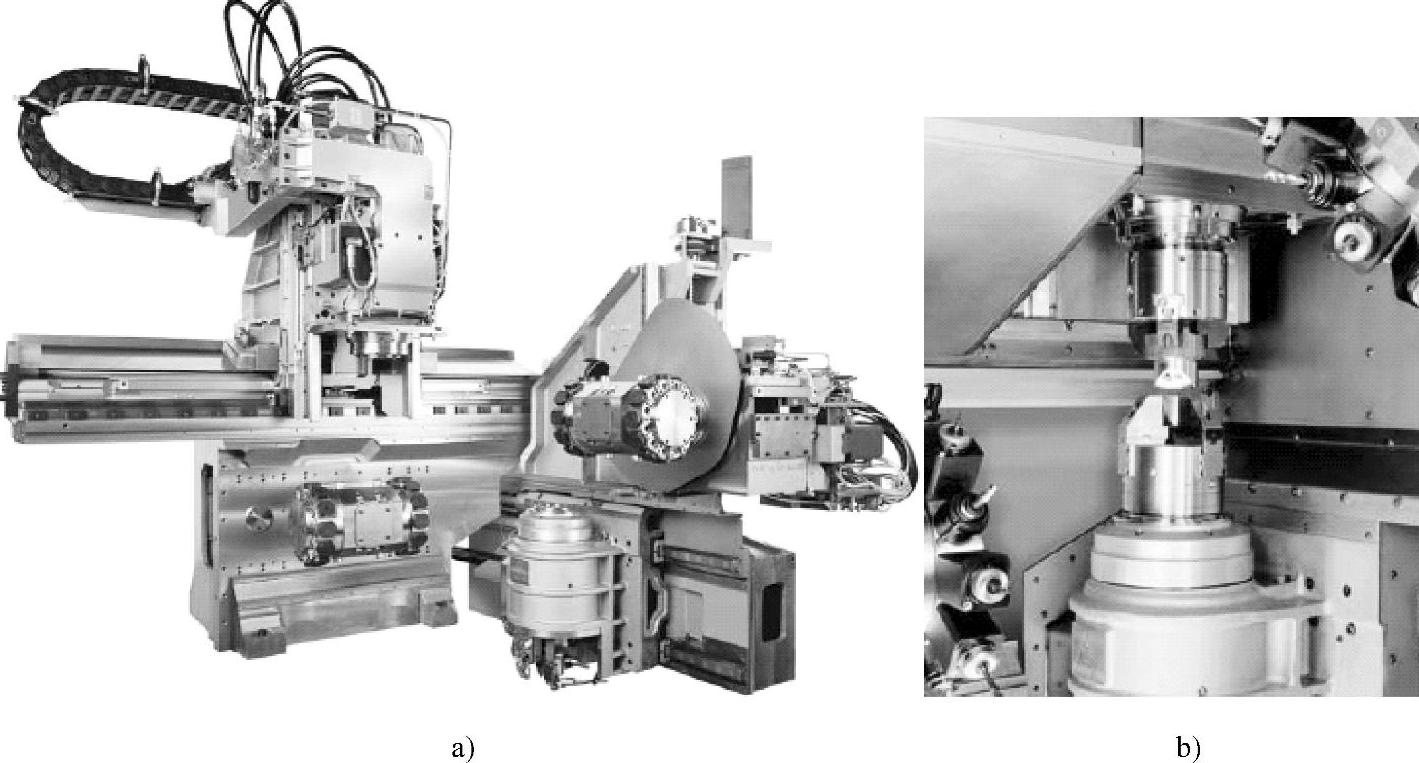
图3.1-16 倒置式双主轴车削FMC
a)基本结构 b)工件转移
4.多主轴数控车床
多主轴数控车床是指由2个以上主轴在同一时间,对多个工件进行同时加工的机床,这种机床可成倍甚至数倍地提高加工效率,但它不能解决夹持面的加工问题。典型的多主轴数控车床如图3.1-17所示。
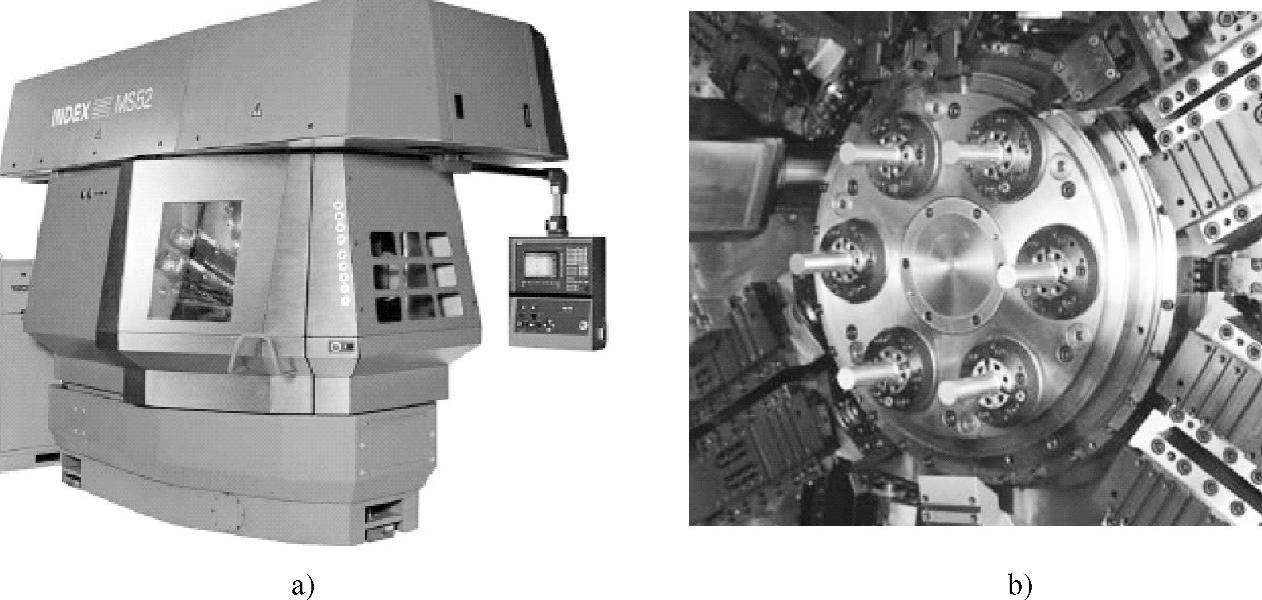
图3.1-17 六主轴数控车床
a)外形 b)主轴
这种机床安装有图3.1-17b所示的多个平行主轴和独立的排刀刀架,每一主轴都可装夹一个工件,因此,一次加工就可完成多个工件的加工,其加工效率可以达到单主轴车床的数倍。但是,由于结构所限,多主轴数控车床的刀架、主轴和进给系统的结构设计和布置十分困难,因此,机床一般采用排刀刀架,每一主轴的刀具通常只能在4把以下,工件的直径一般不能超过50mm,故适合于工序简单、由棒料直接成型的接头类零件的大批量加工,机床专用性很强。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



