数控机床的滚动导轨通常成对使用,其中的一根为基准导轨,起运动部件的主要导向作用;另一根为从动导轨,主要用于支承。
基准导轨需要进行定位,其定位方式主要有图2.4-8所示的螺栓定位、斜楔块定位、压板定位和定位销定位等。从动导轨的固定方式与主导轨类似,安装时只需要保证运动轻便,无干涉便可。
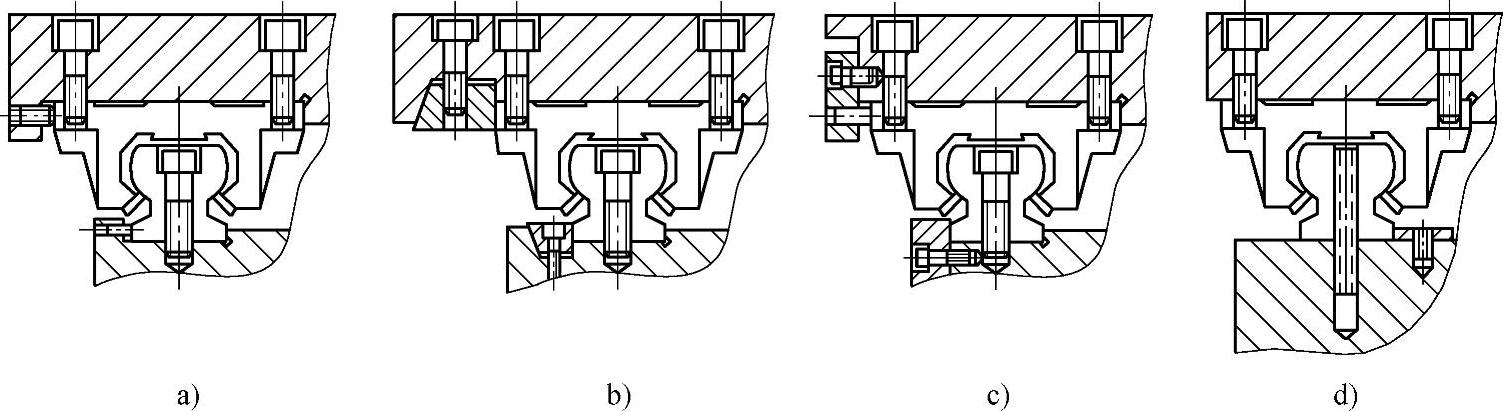
图2.4-8 滚动导轨的定位
a)螺栓定位 b)斜楔块定位 c)压板定位 d)定位销定位
滚动导轨的定位方式虽各不相同,但总原则是一致的,即:将基准导轨的定位面(图中为右侧)紧靠在安装基准面上,然后通过螺栓、斜楔块、压板或定位销来调整定位位置;调整完成后,再利用顶面螺钉固定导轨。滚动导轨的安装可以水平、竖直或倾斜安装,导轨也可接长使用。
滚动导轨的滑块一般直接利用基准面定位,并固定在运动部件上;但是如果需要,滑块也可采用基准导轨同样的方式定位。
2.导轨安装
由于滚动导轨有“均化误差”的作用,其运动部件的实际误差通常只有安装基面误差的1/3左右,因此,它对安装基面的精度和表面粗糙度要求并不高,一般只需进行精铣或精刨加工,便可满足要求。
滚动导轨的导轨安装一般可按照如下步骤进行。
1)将滚动导轨贴紧安装的侧基准面,然后,轻微固定导轨的顶面螺栓,使得导轨的底面和支承面贴紧。
2)调节侧向定位螺钉、斜楔块、压板或定位销,进行导轨的侧向定位,使导轨的导向面贴紧侧向基准面。
3)按表2.4-2所示的参考值,从导轨中间位置开始,按交叉的顺序向两端用力矩扳手拧紧导轨的顶面安装螺钉。
表2.4-2 推荐的拧紧力矩(www.daowen.com)

滚动导轨的滑块安装步骤通常如下。
1)将工作台置于滑块座平面、对准安装螺钉孔,进行轻微固定。
2)进行滑块的侧面定位,使滑块的定位面贴紧安装基准面。
3)按对角线的顺序拧紧滑块上的安装螺钉。
安装完毕后,检查导轨应在全行程内运行轻便、灵活,并检查工作台的直线度、平行度,使之符合要求。
3.导轨调整
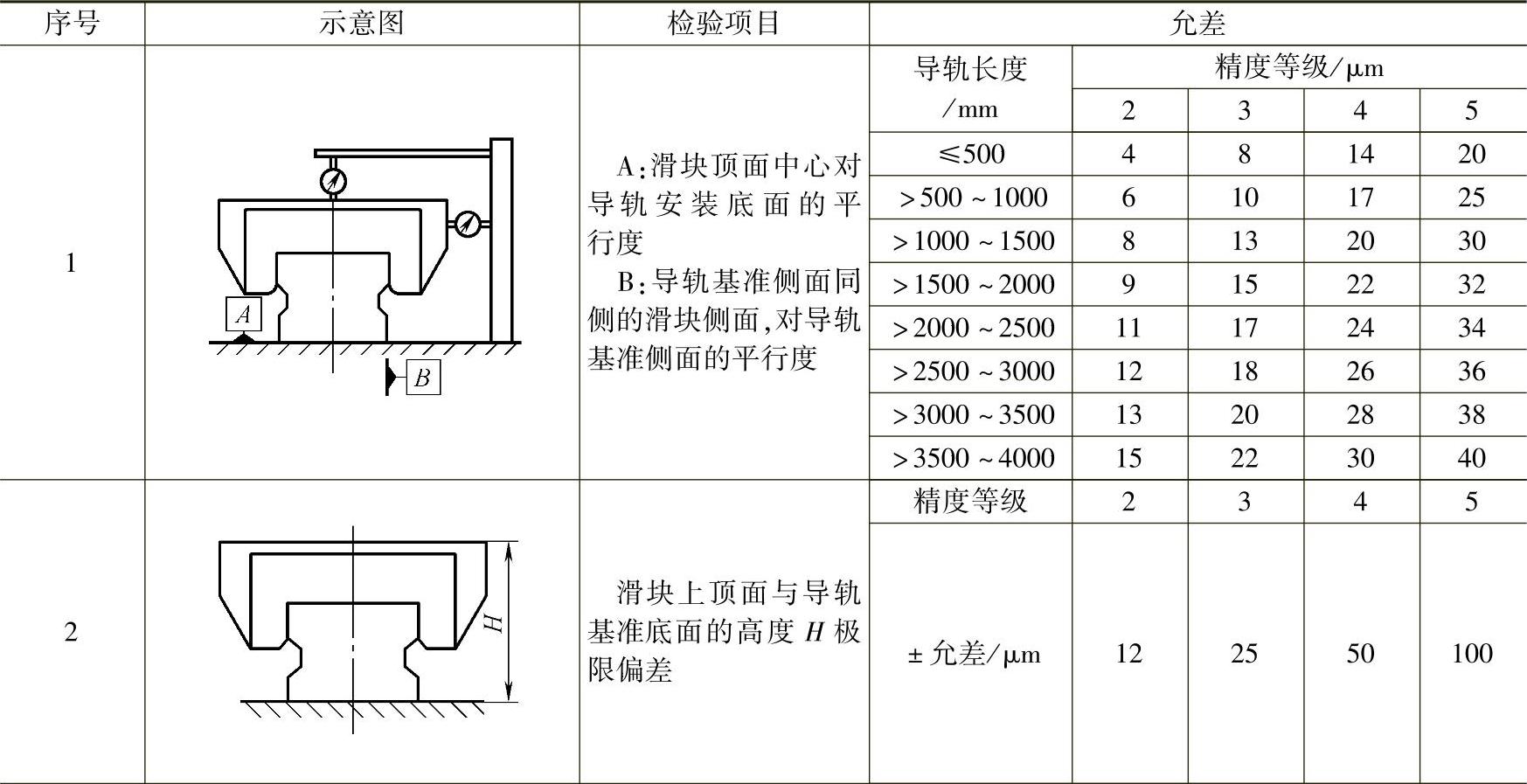
不同精度等级的滚动导轨,其安装、调整要求各不相同,表2.4-3是典型产品的安装要求和精度调整参照表。
表2.4-3 滚动导轨的安装要求及允差
(续)
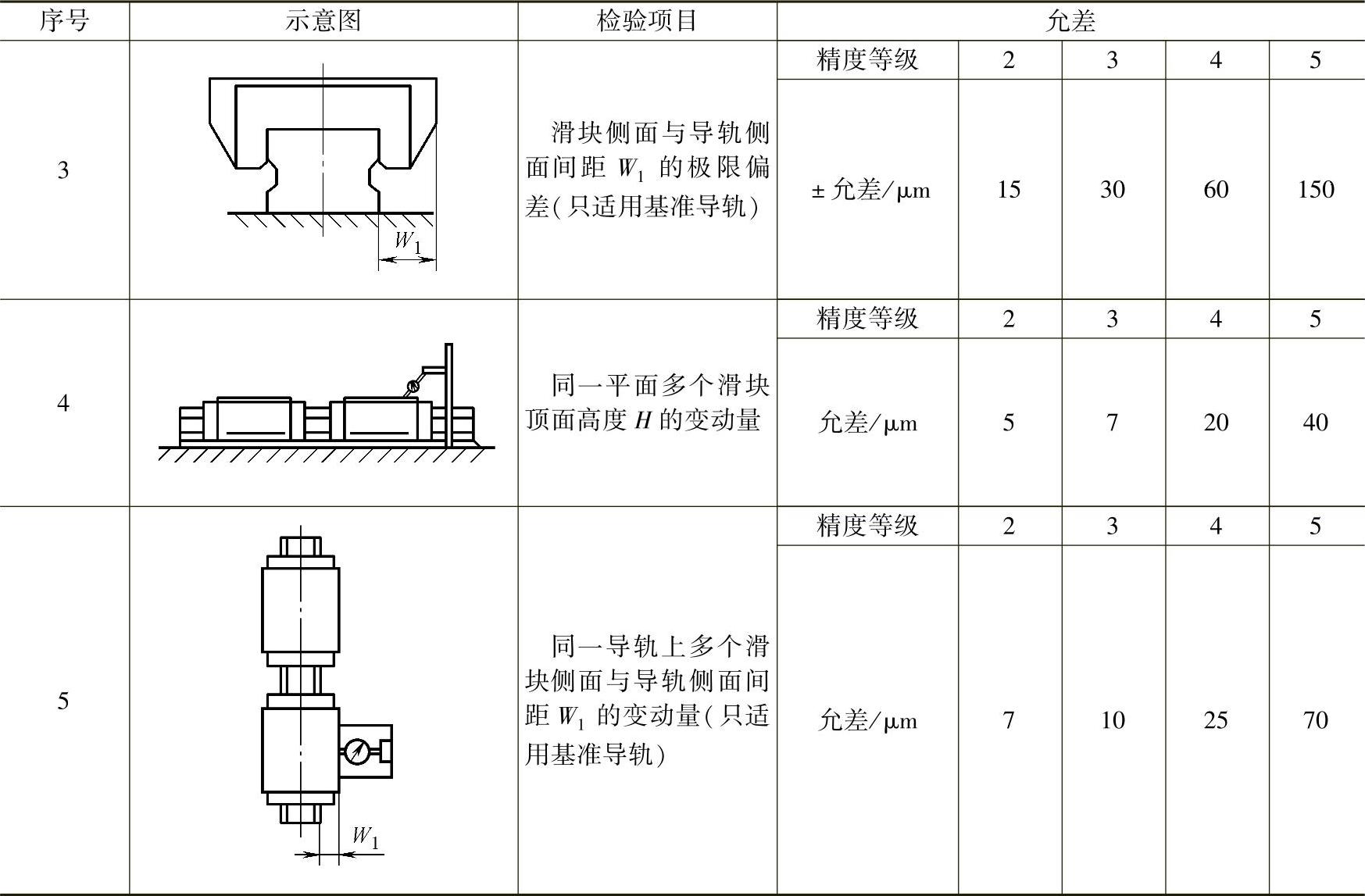
当基准导轨的滑块数量超过2个时,中间滑块不需要作表中第3、5项的检查,但其W1值应小于首尾两滑块。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





