在金属切削机床上,为了使得机床能够完成零件的自动加工或满足不同的加工要求,需要对机床或刀具的运动进行自动控制。根据不同加工要求,机床自动控制的内容主要包括以下三方面内容。
1.动作顺序的控制
一般而言,机床对零件的加工需要有多个按规定次序进行的加工动作所组成,特别是复杂的零件加工,有时甚至需要几十个不同的加工动作才能完成。机床的加工动作有前后次序的要求,这一次序称为工序。
当机床需要完成不同工序加工时,其加工刀具、加工要求、加工位置等都可能有所不同,机床需要通过规定的动作,来实现多工序加工的要求。例如,在组合机床和自动生产线上,一般需要通过工件移动、改变加工刀具等一系列动作,来实现多工序加工;而在加工中心上,则需要通过刀具的自动更换以及工件或刀具的自动移动等动作,来实现多工序加工等。
图1.2-1所示为最简单的攻丝机床加工螺纹的动作示意图。为了完成攻螺纹的动作,除了需要进行工件的装卸外,攻螺纹加工需要执行图1.2-1b所示的动作。
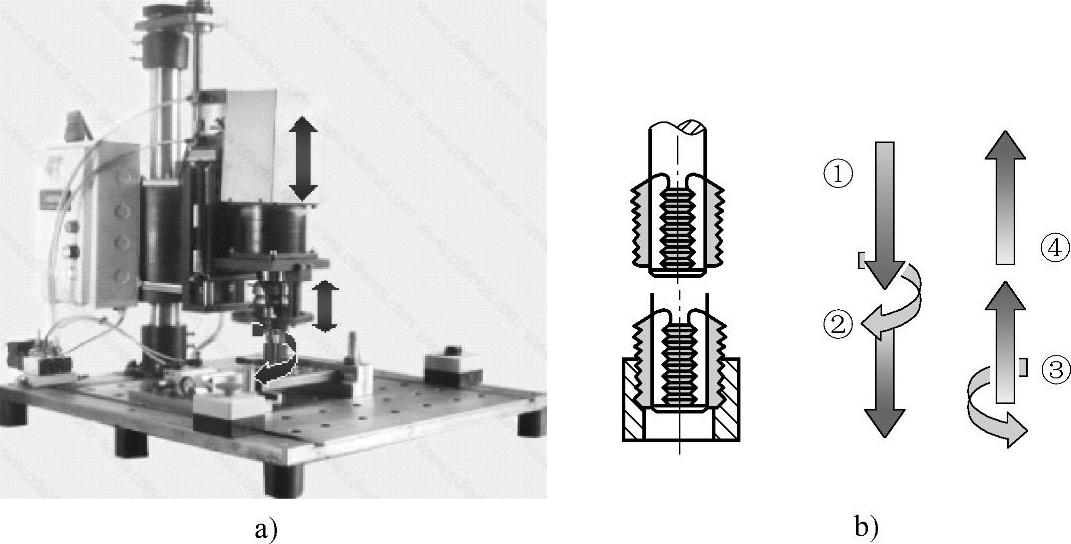
图1.2-1 动作的顺序控制
a)攻丝机 b)动作顺序
1)丝锥快速向下运动,接近零件加工表面。
2)丝锥正转,并向下运动,实现螺纹加工。
3)到达螺纹底部后,丝锥反转,并向上运动退出丝锥。
4)丝锥快速向上运动,离开工件。
机床的动作顺序控制只需要根据机床的动作顺序表(如电磁元件动作表),按要求依次通断液压、气动、电动机等执行元件便可实现,它通常属于开关量控制的范畴。因此,即使利用传统的继电-接触器控制系统,也可以实现这样的控制要求,而PLC(可编程序控制器)的出现,更是使之变得十分容易。
2.切削速度的控制(https://www.daowen.com)
金属切削机床是通过刀具和工件的相对运动,实现切削加工的机床,其加工效率和表面加工质量决定于刀具和工件的相对运动速度(称为切削速度)。因此,加工时需要根据刀具和零件的材料、表面加工质量的要求,来确定机床的切削速度,并将其控制在规定的范围内。即使对于同样的刀具和零件材料,为了保证表面加工质量的统一,加工时也需要根据刀具或工件的规格(直径),通过改变刀具或工件的转速,来保证其切削速度的不变。
例如,对于图1.2-2所示的平面铣削加工,对于不同直径的刀具,为了保证其切削速度不变,刀具的转速S必须随着直径的变化而改变。
机床切削速度的改变既可通过机械变速的方法实现,也可通过电气传动控制,通过改变电动机的转速实现。早期的直流电动机调速和现代的交流变频器调速,都是机床较常用的电气调速控制系统。
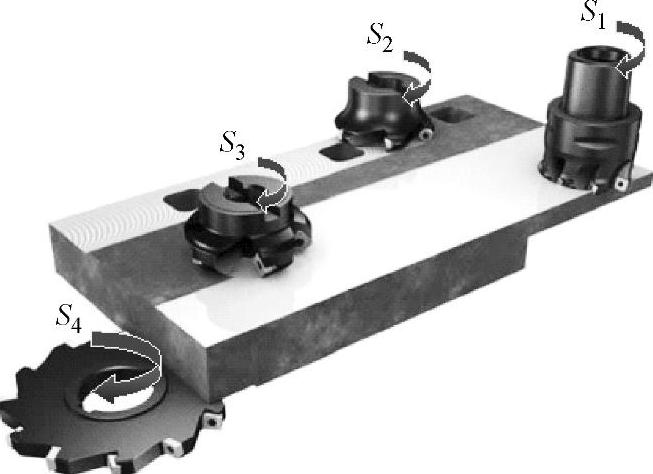
图1.2-2 切削速度的控制
3.运动轨迹控制
为了使得机床加工出来的零件形状(轮廓)符合规定要求,就必须控制刀具相对于工件的运动轨迹。例如,对于图1.2-3所示的叶轮加工,机床加工时必须同时控制刀具上下(Z轴)、叶轮回转(C轴)和偏摆(A轴)运动,才能得到正确的轮廓和形状。
刀具运动轨迹控制不仅需要控制刀具的位置,而且还需要控制任意时刻的刀具运动速度,这样的控制只有通过数字控制才能实现。
综上所述,机床采用数控技术的根本目的是为了解决刀具运动轨迹控制的问题,保证加工出所需要的轮廓形状,这就是数控机床和其他机床的本质区别,也是机床最初采用数控技术的根本原因。
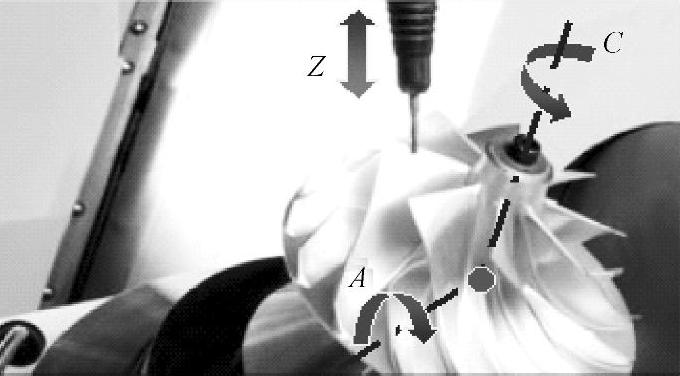
图1.2-3 刀具运动轨迹的控制
需要注意的是:在使用PLC等控制器的机床上,虽然运动部件的位置也能够通过气动、液压系统或伺服驱动系统来实现控制,但是,一般而言,这种控制只能对指定运动轴的速度、位置进行独立控制,而不能实现多个运动轴间的联动控制,故不能称为数控机床。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




