数控机床一般由控制介质、数控装置、伺服机构、辅助控制装置、反馈系统和机床等组成,如图5-1所示。各部分的工作原理简述如下:
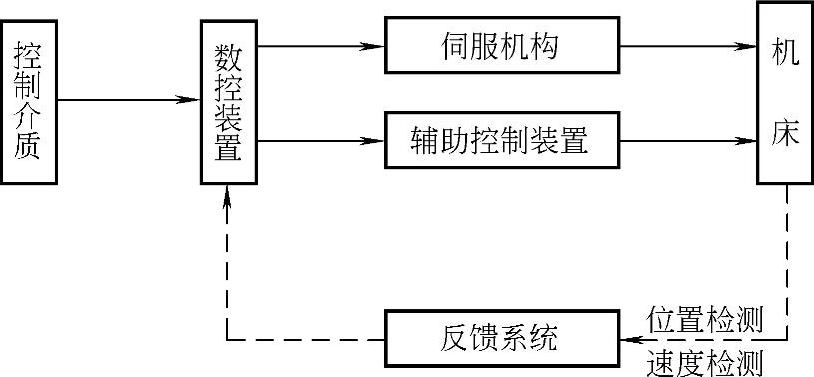
图5-1 数控机床组成
1.控制介质
零件加工程序编制好以后,通常要把它记录在控制介质上,这主要是为了保存程序和便于程序的输入。我们可以直接通过机床的操作面板来手动输入零件加工程序,并把程序保存在数控装置的内存中,这称为手动数据输入方式,即MDI。常用的控制介质有数据磁带、磁盘等。
(1)数据磁带 是将编制好的程序事先录制在数据磁带上,在加工零件时,再将程序从数据磁带上读入数控系统,从而控制机床动作。
(2)磁盘 随着计算机技术的迅速发展,计算机在数控技术上的运用越来越普遍。现在,可以通过计算机进行数控加工程序的编制。并且,可通过数控机床的RS-232标准串行接口实现与计算机之间的通信。也有些数控机床本身就配备磁盘驱动器,可以直接读取磁盘上的加工程序。
2.数控装置
数控装置是数控机床的核心与主导。它包括输入装置、输出装置、运算器、控制器、存储器及相应的软件。
输入装置接受控制介质送入的加工程序,经识别、译码之后送到相应的存储区,作为控制和运算的原始数据,再经过数据运算处理,由输出装置发出相应的运动指令和控制指令。(www.daowen.com)
3.伺服机构
伺服驱动系统是数控系统的执行部分,作用是把来自数控装置的运动指令进行放大,驱动机床的移动部件运动,并对运动或定位的速度和精度加以控制。每一个指令脉冲信息使机床移动部件产生的位移量称为脉冲当量。常用的脉冲当量为0.01mm/脉冲、0.005mm/脉冲、0.001mm/脉冲。
伺服系统由伺服驱动电路、功率放大电路、伺服电动机、传动机构和位置检测装置组成。目前数控机床中常用的伺服驱动电动机是交流伺服电动机、直流伺服电动机和功率步进电动机。伺服系统的精度、快速性及动态响应是影响数控机床加工精度、零件表面质量和生产率的重要因素。
4.辅助控制装置
辅助控制装置是把计算机送来的辅助控制指令经机床接口转换成强电信号,用来控制切削液、润滑油、机床防护门的控制,主轴的起动、停止、进给运动坐标原点的控制,限位控制等。通常数控装置中带有内装PLC,可实现辅助动作的控制。
5.反馈系统
反馈系统的主要部件是测量装置,通常安装在机床的工作台或丝杠上,相当于普通机床的刻度盘和人的眼睛,它把机床工作台的实际位移转变成电信号反馈给CNC装置,供CNC装置与指令值比较产生误差信号,以控制机床向消除该误差的方向移动。
6.机床
CNC机床由于切削用量大、连续加工发热量大等因素对加工精度有一定影响,加之在加工中是自动控制,不能像在普通机床上那样由人工进行调整、补偿,所以其设计要求比普通机床更严格,制造要求更精密,采用了许多新的加强刚性、减小热变形、提高精度等方面的措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






