【摘要】:为防止出现一点夹紧而使工件变形,将V形滑块做成浮动式。然后旋松手柄3再转动拔销手柄6使齿轮10转动,拔出带有齿条的削扁销11,这时可将转盘9连同工件一起回转180°。削扁销11在弹簧力的作用下插入另一分度孔完成分度,转动手柄3将转盘锁住,加工另一端的9H9孔。为保证加工精度,此夹具在铰孔时采用快换钻套及前导向套4提高铰刀刚度,保证每个9H9孔的直线度要求。
如图3-69所示为卧轴式的回转钻模。用于加工拨叉的ϕ9H9孔,并要求两孔的同轴度误差为0.10mm。
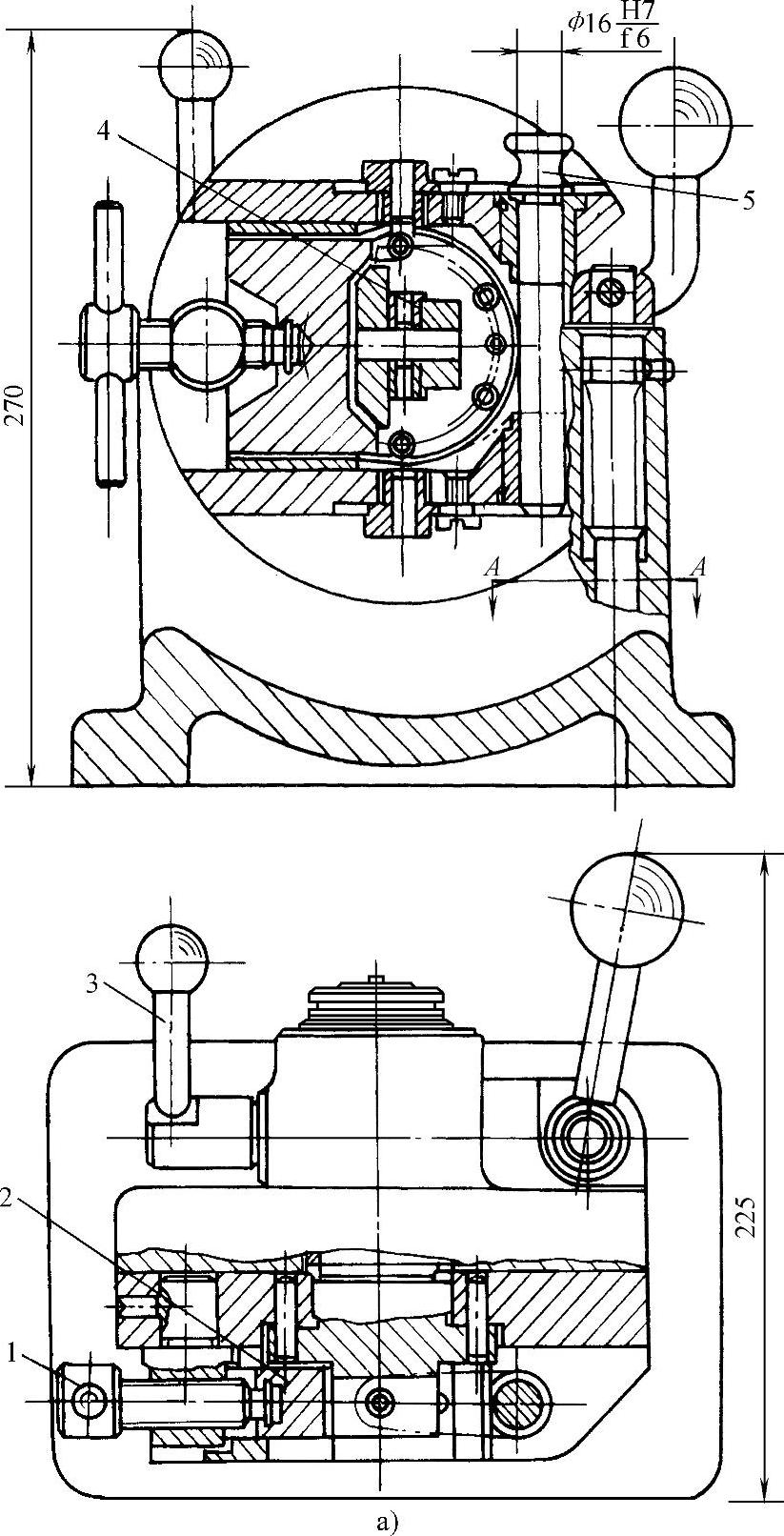
图3-69 卧轴式回转钻模
1—螺杆 2—V形滑块 3—手柄 4—前导向套 5—插销
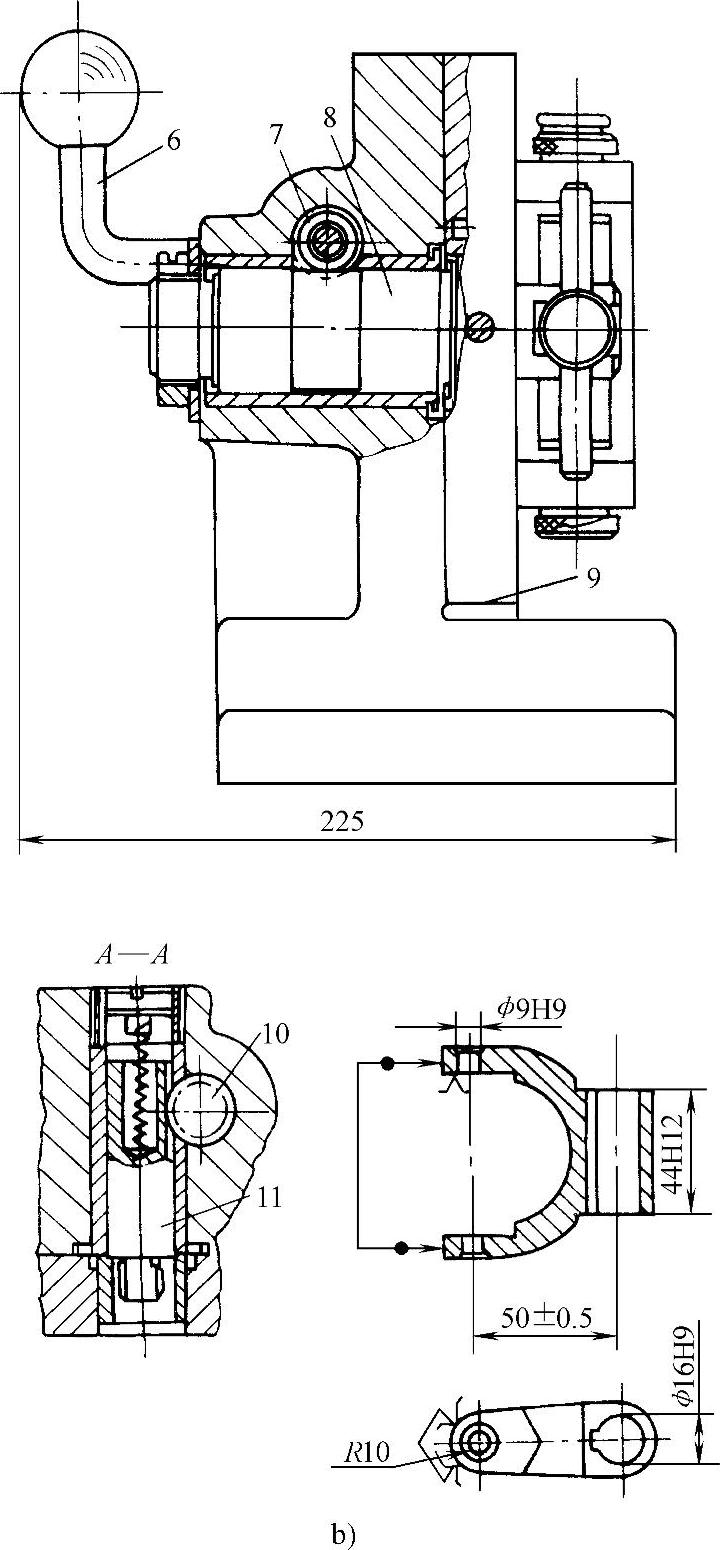
图3-69 卧轴式回转钻模(续)(https://www.daowen.com)
6—拔销手柄 7—锁紧块 8—中心轴 9—转盘 10—齿轮 11—削扁销
工件先以拨叉内开挡的上端面定于夹具的定位平面上限制一个自由度,然后将插销5沿导套插入工件的ϕ16H9孔中限制四个自由度。拧动螺杆1推动V形滑块2向右移动(限制一个自由度)并夹紧工件。该夹具共限制了六个自由度,属完全定位。为防止出现一点夹紧而使工件变形,将V形滑块做成浮动式。
加工时旋紧手柄3用锁紧块7将中心轴8连同转盘9锁紧,通过钻、粗铰、精铰三个工步加工完一端的ϕ9H9孔。然后旋松手柄3再转动拔销手柄6使齿轮10转动,拔出带有齿条的削扁销11,这时可将转盘9连同工件一起回转180°。削扁销11在弹簧力的作用下插入另一分度孔完成分度,转动手柄3将转盘锁住,加工另一端的ϕ9H9孔。
拔叉的两个孔间距较大,如从一个方向进行加工,由于刀具的弯曲很难保证位置精度。因此利用回转分度,在一次安装中从两个方向进行加工。为保证加工精度,此夹具在铰孔时采用快换钻套及前导向套4提高铰刀刚度,保证每个ϕ9H9孔的直线度要求。制造钻模时,应提高分度装置的精度和钻套及导向套的位置精度,以保证两个孔的同轴度要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






